| 產品參數 | |
|---|---|
| 產品價格 | 電議 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
| 產地 | 山東聊城 |
| 材質 | 20#、45#、20cr、40cr、35crmo、42crmo |
| 規格 | 10-133*1-26 |
| 長度 | 散尺或定尺 |
| 運輸 | 陸運、海運 |
| 范圍 | 65*12*11*7*5精密無縫鋼管生產基地位于【聊城】,供應范圍覆蓋福建省 福州市、廈門市、泉州市、漳州市、龍巖市、寧德市、南平市、莆田市、三明市 梅列區、三元區、明溪縣、清流縣、寧化縣、大田縣、尤溪縣、沙縣區、將樂縣、泰寧縣、建寧縣、永安市等區域。 |


用途:用于橋梁的專用鋼種為“16Mnq”,汽車大梁的專用鋼種為“16MnL”,壓力容器的專用鋼種為
“16MnR”。執行標準:GB/T8163-2008(輸送流體用) GB6479-2000(高壓化肥設備用無縫鋼管)此類鋼是
依靠調整含碳(C)量來改善鋼的力學性能,因此,根據含碳量的高低,此類鋼又可分為:碳鋼--含碳量
一般小于0.25%,如10、20鋼等;中碳鋼--含碳量一般在0.25~0.60%之間,如35、45鋼等;高碳鋼--含碳
量一般大于0.60%。此類鋼一般不用于制造鋼管。16Mn無縫管工藝流程:管坯、檢驗、剝皮、檢驗、加熱
、穿孔、酸洗、修磨、潤滑風干、焊頭、冷拔、固溶處理、酸洗、酸洗鈍化、檢驗、冷軋、去油、切頭、
風干、內拋光、外拋光、檢驗、標識、成品包裝 1、生產制造方法按生產方法不同可分為熱軋管、冷軋
管、冷拔管、擠壓管等。
25.16Mn無縫管一般在自動軋管機組上生產。實心管坯經檢查并表面缺陷,截成所需長度, 在管坯穿
孔端端面上定心,然后送往加熱爐加熱,在穿孔機上穿孔。在穿孔同時不斷旋轉和前進,在軋輥和頂頭的
作用下,管坯內部逐漸形成空腔,稱毛管。再送至 自動軋管機上繼續軋制。 經均整機均整壁厚,經
定徑機定徑,達到規格要求。利用連續式軋管機組生產熱軋無縫鋼管是較先進的方法。若欲獲得尺寸更小
和質量更好的無縫管,必須采用冷軋、冷拔或者兩者聯合的方法。冷軋通 常在二輥式軋機上進行,鋼管
在變斷面圓孔槽和不動的錐形頂頭所組成的環形孔型中軋制。冷拔通常在0.5~100T的單鏈式或雙鏈式冷
拔機上進行。擠壓法即將加熱好的管坯放在密閉的擠壓圓筒內,穿孔棒與擠壓桿一起運動,使擠壓件從較
小的模孔中擠出。此法可生產直徑較小的鋼管。



蘭格精密管(三明市分公司)是集研發設計生產銷售于一體化的綜合性 冷拔鋼管公司。經營范圍主要有 冷拔鋼管產品。公司擁有科學質量管理體系,秉承著信用誠摯的服務精神,嚴守著 冷拔鋼管精益求精的工藝水準,遵循著步步為營的經營理念與多家企業建立了長期的合作關系。


熱軋無縫鋼管的交貨狀態一般是熱軋狀態經過熱處理后進行交貨。熱軋無縫鋼管在經過質檢后要經過工
作人員的嚴格的手工挑選,在質檢后要進行表面涂油,然后緊接著是多次的冷拔實驗,熱軋處理后要進行
穿孔的實驗,如果穿孔擴徑過大就要進行矯直矯正。在矯直后再由傳送裝置傳送到探傷機進行探傷實驗,
貼上標簽、進行規格編排后放置到到倉庫當中。圓管坯、加熱、穿孔、三輥斜軋、連軋或擠壓、脫管
、定徑(或減徑)、冷卻、矯直、水壓試驗(或探傷)、標記、入庫 。無縫鋼管是用鋼錠或實心管坯經
穿孔制成毛管,然后經熱軋、冷軋或冷撥制成。無縫鋼管的規格用外徑*壁厚毫米數表示。
熱軋無縫管外徑一般大于32mm,壁厚2.5-200mm,冷軋無縫鋼管外徑可以到6mm,壁厚可到0.25mm,薄壁管
外徑可到5mm壁厚小于0.25mm,冷軋比熱軋尺寸精度高。



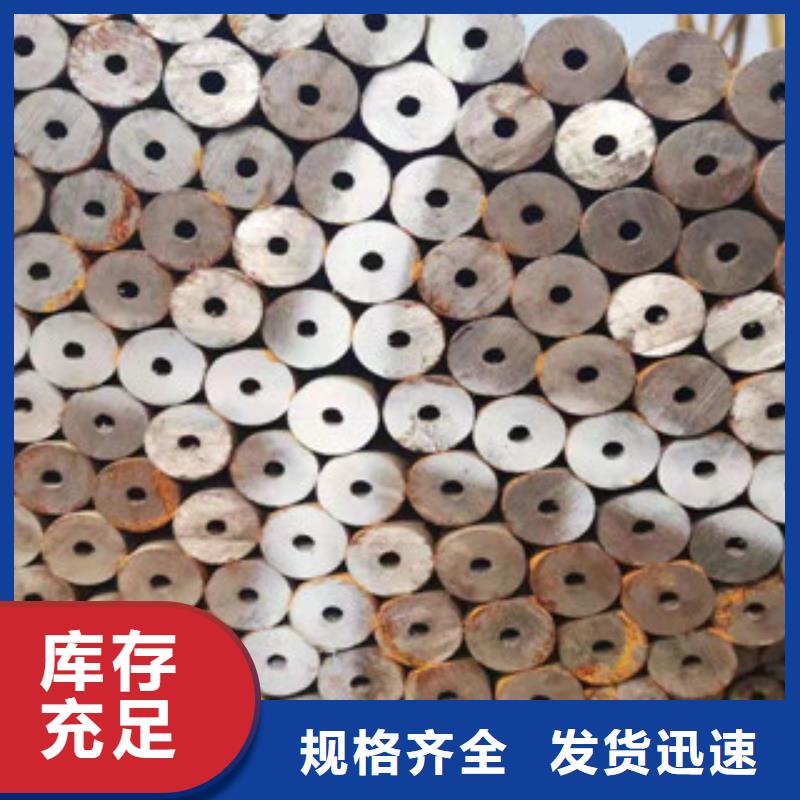
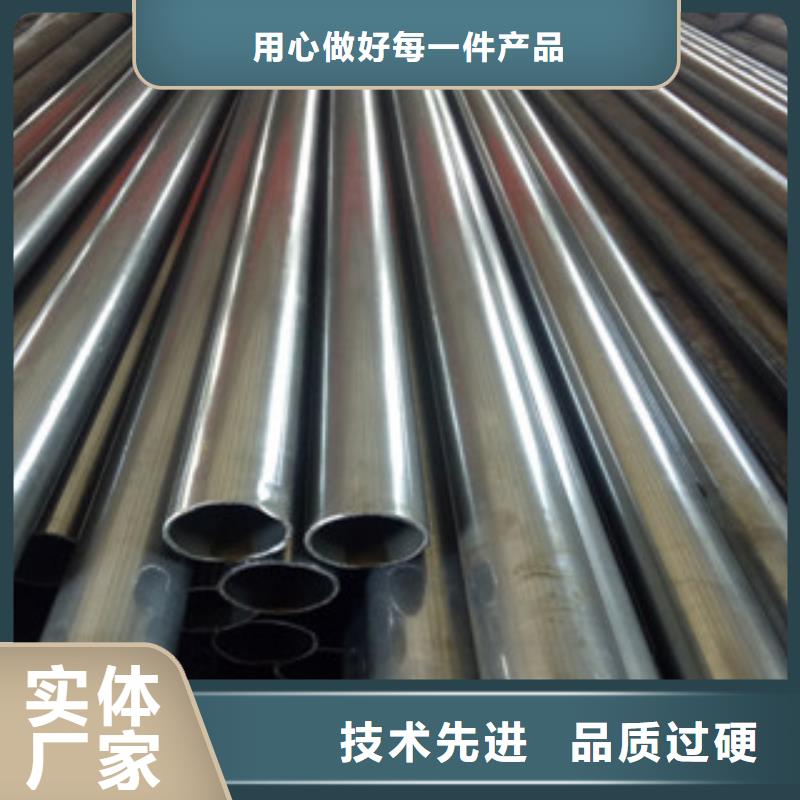
精密無縫鋼管是一種通過冷軋或冷拔處理后的高精密的鋼管;全稱:冷軋或冷拔精密無縫鋼管。
由于精密無縫鋼管內外壁無氧化層、承受高壓無泄漏、高精度、高光潔度、冷彎不變形、擴口、壓扁無裂縫等優點,所以主要用來生產氣動或液壓 元件的產品,如氣缸或油缸,都是用無縫管。
精密無縫鋼管的化學分有碳C、硅Si、錳Mn、硫S、磷P、鉻Cr。
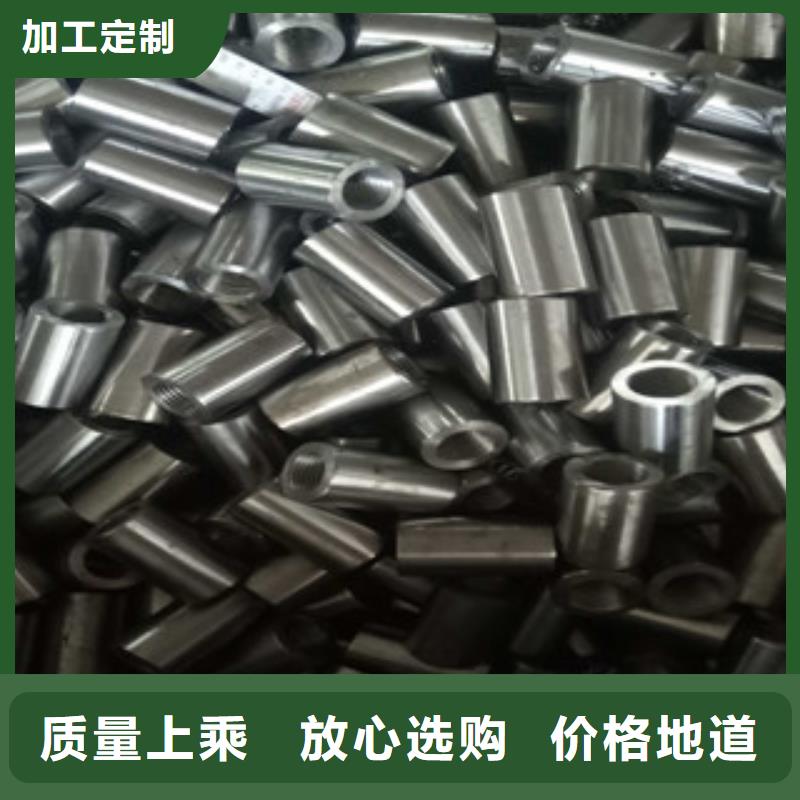
精密鋼管和無縫鋼管的區別1、與之無縫鋼管明顯區別是:尺寸精度高,可達到0.05mm。2、精密鋼管內外
徑表面光潔度高,客戶無需加工可直接使用;而普通無縫鋼管需客戶再車床、拋光等加工。



名片")