| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 電議 |
| 發(fā)貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運(yùn)費(fèi)說明 | 電議 |
| 品牌 | 鉅順模具 |
| 產(chǎn)品分類 | 玻璃鋼模具,鋼模具,塑料模具 |
| 產(chǎn)品材質(zhì) | 玻璃鋼,樹脂 |
| 產(chǎn)品規(guī)格 | 根據(jù)客戶要求規(guī)格定制 |
| 加工周期 | 3-7天 |
| 生產(chǎn)能力 | 10000 |
| 模具用途 | 手糊玻璃鋼 |
| 模具用途 | 混凝土模具 |
| 包裝 | 普通 |
| 范圍 | 玻璃鋼模具-【擋土墻模具】生產(chǎn)基地位于【保定】,供應(yīng)范圍覆蓋遼寧省 沈陽市、大連市、鞍山市、撫順市、本溪市、丹東市、錦州市、營口市、阜新市、遼陽市、盤錦市、鐵嶺市、朝陽市、葫蘆島市 西崗區(qū)、沙河口區(qū)、甘井子區(qū)、旅順口區(qū)、金州區(qū)、長(zhǎng)海縣、瓦房店市、晉蘭店區(qū)、莊河區(qū)等區(qū)域。 |
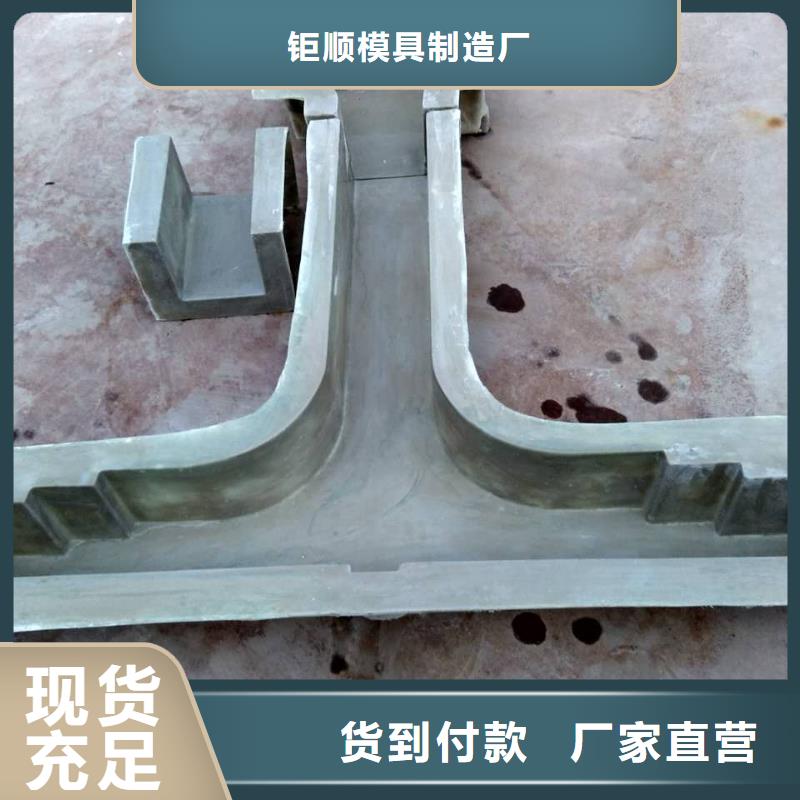
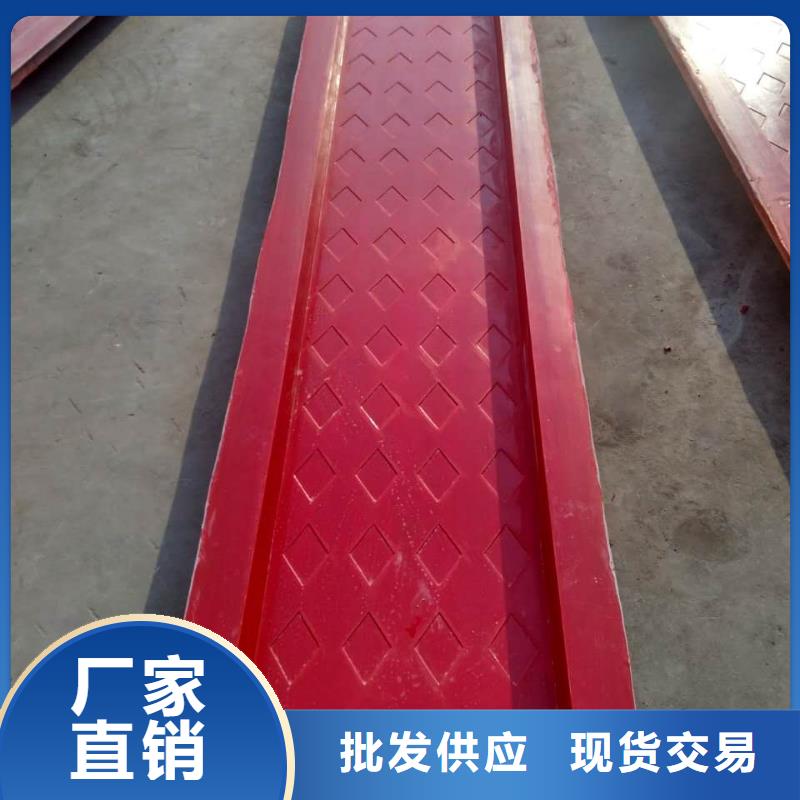
產(chǎn)品細(xì)節(jié)圖

加溫階段即達(dá)到玻璃鋼SMC模壓成型溫度的環(huán)節(jié)。該環(huán)節(jié)中,同樣需要控制模溫機(jī)升溫速率和溫度。對(duì)快速模壓工藝,裝模溫度即為壓制溫度,不存在升溫速率問題。而慢速模壓工藝,應(yīng)依據(jù)模壓料樹脂的類型、制品的厚度選擇適當(dāng)?shù)纳郎厮俾省?成型溫度與模壓料的品種有很大關(guān)系。成型溫度過高,樹脂反應(yīng)速度過快,物料流動(dòng)性降低過快,常出現(xiàn)早期局部固化,無法充滿模腔。溫度過低,制品保溫時(shí)間不足,則會(huì)出現(xiàn)固化不完全等缺陷。
模具溫度低時(shí),玻璃鋼難以固化成型。同時(shí)由于溫度低,固化反應(yīng)速率慢,會(huì)造玻璃鋼交聯(lián)反應(yīng)速度長(zhǎng),影響生產(chǎn)效率。玻璃鋼局部因含膠量少而分層,從而進(jìn)一步影響整體樹脂的交聯(lián)度,造成玻璃鋼硬度低、耐蝕性、耐熱性下降。
如果模具溫度過高時(shí),物料內(nèi)部反應(yīng)太快,整體玻璃鋼脆性過大。同時(shí)分子間化學(xué)反應(yīng)快,一些有效的活性基因來不及反應(yīng)就被凍結(jié)。造成應(yīng)力集中,玻璃鋼發(fā)生開裂。


成型塑料制件的任務(wù)書通常由制件設(shè)計(jì)者提出,其內(nèi)容如下:
1. 經(jīng)過審簽的正規(guī)制制件圖紙,并注明采用塑料的牌號(hào)、透明度等。
2. 塑料制件說明書或技術(shù)要求。
3. 生產(chǎn)產(chǎn)量。
4. 塑料制件樣品。
通常模具設(shè)計(jì)任務(wù)書由塑料制件工藝員根據(jù)成型塑料制件的任務(wù)書提出,模具設(shè)計(jì)人員以成型塑料制件任務(wù)書、模具設(shè)計(jì)任務(wù)書為依據(jù)來設(shè)計(jì)模具。
二、 收集、分析、消化原始資料
收集整理有關(guān)制件設(shè)計(jì)、成型工藝、成型設(shè)備、機(jī)械加工及特殊加工資料,以備設(shè)計(jì)模具時(shí)使用。
1. 消化塑料制件圖,了解制件的用途,分析塑料制件的工藝性,尺寸精度等技術(shù)要求。例如塑料制件在外表形狀、顏色透明度、使用性能方面的要求是什么,塑件的幾何結(jié)構(gòu)、斜度、嵌件等情況是否合理,熔接痕、縮孔等成型缺陷的允許程度,有無涂裝、電鍍、膠接、鉆孔等后加工。選擇塑料制件尺寸精度 的尺寸進(jìn)行分析,看看估計(jì)成型公差是否低于塑料制件的公差,能否成型出合乎要求的塑料制件來。此外,還要了解塑料的塑化及成型工藝參數(shù)。



公司實(shí)力

鉅順模具制造廠(大連市分公司)以高質(zhì)量的產(chǎn)品創(chuàng)行業(yè)品牌,以專業(yè)的技術(shù)和誠摯的熱情開拓市場(chǎng),以優(yōu)質(zhì)的 壓頂模具產(chǎn)品,贏得用戶。 壓頂模具產(chǎn)品遠(yuǎn)銷國內(nèi)外 國內(nèi)銷往河北、山東、河南、湖南 、湖北、江蘇省、安徽、浙江省、福建、海南、廣東、四川省、山西、陜西、寧夏、內(nèi)蒙,臺(tái)灣等地。

名片")