| 產品參數 | |
|---|---|
| 產品價格 | 電議/噸 |
| 發貨期限 | 當天 |
| 供貨總量 | 1000 |
| 運費說明 | 電議 |
| 品牌 | 寶鋼、舞鋼、南鋼、武鋼、攀鋼 |
| 化學成分分類 | 合金鋼板、耐磨鋼板、船板、容器板、高強板 |
| 加工工藝 | 切割下料、打孔、折彎、卷管加工、調質 |
| 執行標準 | GB/T3077-2018、GB/T699-1999、GB713—2014 |
| 常用規格 | 厚6-900mm,寬1500-3880mm,長6000-188000 |
| 性能 | 抗高溫、高壓、低溫,耐腐蝕 |
| 軋制 | 熱軋、冷軋 |
| 范圍 | 生產基地位于【聊城】,供應范圍覆蓋湖南省 長沙市、衡陽市、邵陽市、湘潭市、株洲市、張家界市、岳陽市、常德市、益陽市、懷化市、婁底市、湘西市、永州市、郴州市 赫山區、南縣、桃江縣、安化縣、沅江市等區域。 |

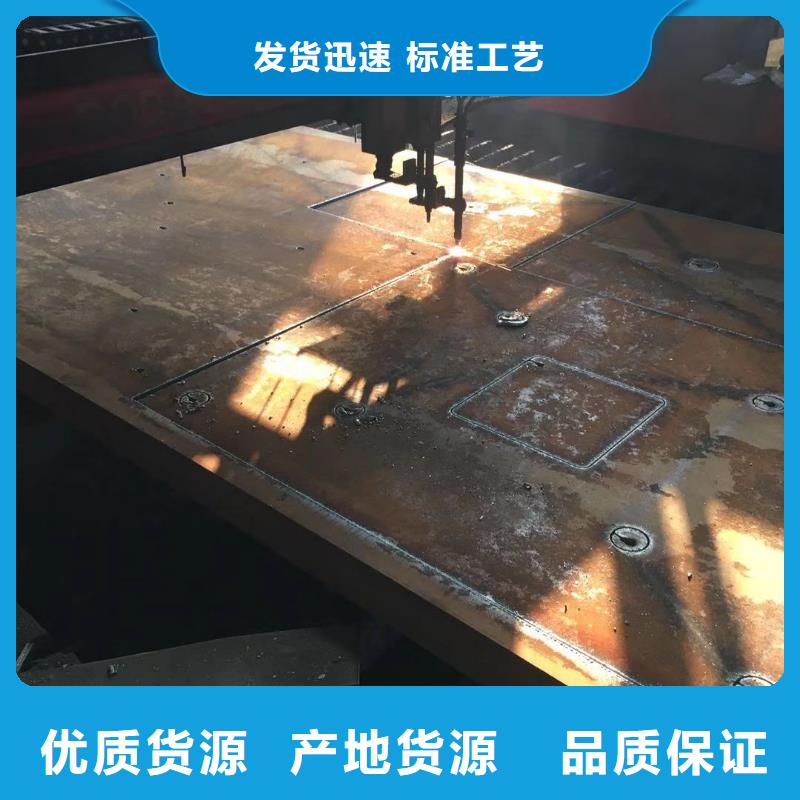
聚賢豐匯鋼板切割種類方法/步驟以下
1.鋼板零割
鋼板零切割,顧名思義,是對少量用戶的零買零售銷售和加工方式。鋼板零割可以更好的滿足小微企業的個性化需求,減少資金浪費,故而收到中小企業歡迎
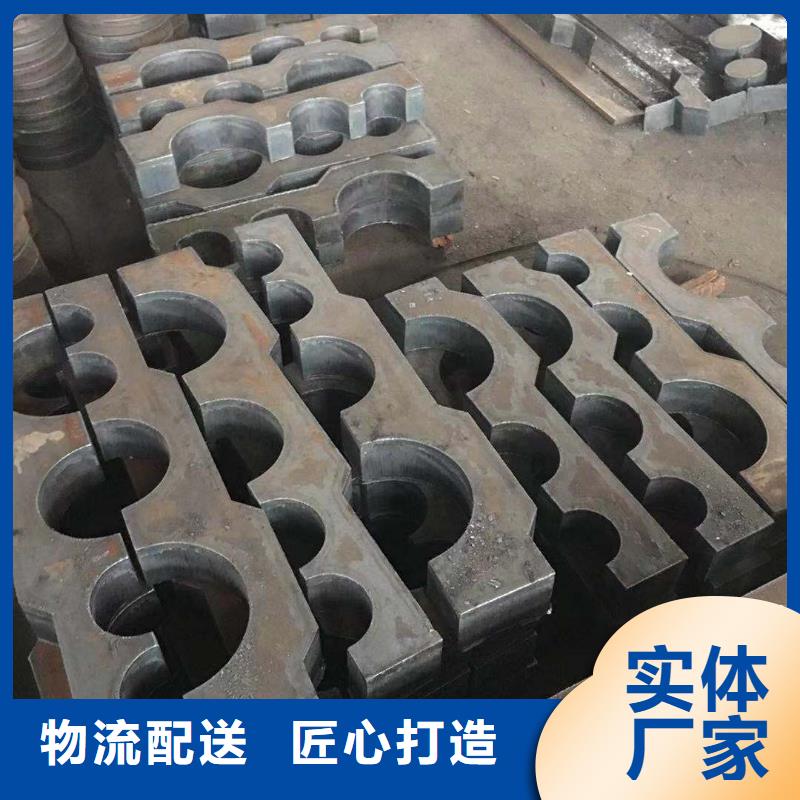
2.異形件鋼板切割
異型材鋼板的切割,加工曲線多,要求精度高,因此對加工廠家提出了更高的要求。一般要求加工異形件的操作人員要具備更強的技術能力。
3.數控鋼板切割
隨著高精度件的需求增多,數控鋼板切割越來越受到用戶歡迎。數控鋼板切割可以完成更復雜的拉拔要求。但是對數控機床的使用者的編程與操控能力提出了更高要求。
鋼板切割注意事項
一般來說,隨著我國工業經濟的發展,鋼板切削量正在增加。鋼板切割的種類根據龍口拓連鋼材殷經理,可分為等離子切割、激光切割等,隨著技術的進步,鋼板切割也呈現出越來越高的技術和價值特征。
鋼板切割時目前工業企業經常用到的加工項目。模具加工和塑料制品行業對鋼切割的要求較大。那么鋼板切割分那幾種加工方式呢?下面逐一介紹:
鋼板切割加工詳細介紹
不銹鋼板激光切割廠可生產各種產品,但可根據客戶滿意度定制加工廠,設計圖紙或試制品。常用的生產加工產品包括原材料、鋼制維護缸、貯水箱、彎頭、外差三方、法蘭盤等。
鋼板切割埋件生產加工
嵌入部件多種多樣,如預嵌入部件、預嵌入管、預嵌入螺栓等。
填埋地的原材料是隱藏在內部裝修中的施工構件,是建筑構造構件時的構造設置,在建筑構造的上端加固。外部機械和設備的基本設置。被埋藏的原材料多為金屬制,例如建筑鋼或原鐵制成,但也可以使用木材或塑料等非金屬材料的剛性原材料。
鋼板切割與鋼板切割加工的不一樣
厚鋼板的斷開是開始的工藝流程,厚鋼板的斷開生產加工是將厚鋼板斷開成原材料后,生產加工成人們必須的商品,如鋼質的維護筒。厚鋼板按一定規格激光切割后,用電磁線圈機卷圓,隨后電焊焊接,可稱鋼管加工。一般來說,激光切割應對25毫米左右的鋼板沒有問題,更厚更難。今日與大家分享一款打破傳統思維,8kw激光切割35mm厚低碳鋼板,注意其切割質量與速度。
鋼板加工的原材料挑選:并不一定的耐候鋼板全是你要想的耐候鋼板。很多公司把耐酸性板、耐鹽板和船板做為耐候鋼板售賣,可是選購這種板產生的生銹達不上你要想的實際效果。殊不知,這類厚鋼板還可以湊合稱之為耐候鋼板.更槽糕的是,一些生意人將一般厚鋼板做為耐候鋼板售賣.從品質層面看來,一般厚鋼板和耐候鋼板沒有差別,假如你不再短期內內開展檢測,你壓根發覺不上。只是已過一兩年,銹跡就會像一層一層往下掉。
厚鋼板成型:光纖激光切割是現階段開始挑選的激光切割專用工具,其精密度是現階段 的激光切割專用工具。并且耐候鋼板的成形更為精致,除開優良的彎折和彎折機器設備外,關鍵的是技術性職工。如同人們在世博園制做的鳥形一樣,它有很多關鍵點。


12Cr1MOVg鋼板下料等離子切割精度果好
等離子激光切割是一種脈沖激光在不銹鋼表面形成1米孔的過程。由于激光切割精度很高,可以達到±0.02mm,所以在日常鉆孔中沒有問題。激光切割不僅可以打孔,而且與其他許多鉆孔方法相比具有非常明顯的優勢,鉆孔精度高,效果好,成本低。下面我們就詳細了解激光切割孔的優點。
等離子打孔技術是早大規模應用于實際生產的激光加工技術。而電子束打孔、超聲波打孔、電化學打孔、射流打孔、比電火花打孔、沖孔機械打孔等方法,激光打孔技術明顯表現出通用性強、效率高、成本低、效果好的優良特性。平均精度為±0.02m m,表面粗糙度ra約為1.6mum,若采用數控激光鉆孔,孔精度可達5米,精度優良。在鈑金加工中,用于打孔的激光是功率密度為104~105kw/cm~2的脈沖激光,作用時間僅為0.01~1μon,可加工直徑為1μon的孔。等離子切割技術不僅可以精準地從表面不同角度打孔,還可以為薄壁材料、復合材料、脆性材料、粘性材料等不同性能材料的工件鉆深孔和小孔。
利用激光技術在鈑金件上打孔時,孔徑大小主要取決于激光聚焦光斑的大小。通常,固體激光打孔的較大孔深可以通過激光功率密度和金屬板件的熱系數來計算。并非所有工件都適合激光鉆孔。對于激光反射能力強、導熱性好、熔點高、蒸汽壓低的零件,激光打孔的利用率很低,激光打孔的孔徑一般在1 mm~1.524mm之間。當孔徑大于1.524mm時,應采用激光襯套法鉆孔。加工大孔和臺階孔時,不允許激光鉆孔。
12Cr1MOVg鋼板下料等離子切割精度果好
從以上介紹可以看出,激光切割鉆孔具有精度高、成本低、效果好等諸多優點,這些優點與許多其他鉆孔方法相比具有非常大的優勢。當然,如果精度要求不高,孔的密度特別高,不建議使用激光切割孔,因為成本較高。有專業的沖床,可以直接在不銹鋼板上鉆孔,一個孔只要幾分錢,價格很便宜。
等離子切割機切割效率高,各部件更換更為頻繁,作為金屬切割工具,如果使用不規范,很可能會損壞機體,甚至傷害操作人員。接下來給大家介紹等離子鋼板切割的五個使用誤區。
1、穿孔切割,用等離子切割機盡量從邊緣切割,這是對切割噴嘴等易損件的保護。為了幫助它們更持久,在打開工具之前,瞄準工件的邊緣。
2、頻繁起弧。切割材料時不預先計劃切割情況,頻繁調整和起弧會加速噴嘴和電機的損耗。
3、如果噴嘴過載,改善噴嘴電流可以提高切割效率,但過大的電流會損壞機體。噴嘴的電流強度不應達到滿負荷狀態,即工作電流的95%。
4、當切割距離過小或過大時,等離子切割機的切割距離與切割效率呈負相關。距離越小,效率越高。但是,如果割炬太小,會損壞割炬噴嘴,因此有必要合理控制距離。必須注意,切口應盡可能大。
5、穿孔厚度過大,切割機能穿孔的距離是規定的,一般是切割厚度的一半。
除了以上五種常見的等離子切割機誤差外,還有一個非常重要的一點就是要保證切割機各部件的清潔,這些對于清潔污漬會影響等離子切割機的功能。
首先,我們要了解不同的輔助切割氣割速度規格是不一樣的。以空氣等離子弧切割為例,在切割碳鋼板時,以230A切割電流為標準,6mm厚的碳鋼板切割速度可達3300 mm/min,當板厚調整到40 mm時,切割速度限制在500 mm/min至保證切割效果和質量。如果使用其他輔助切割氣體,如純氧切割,切割速度會降低得更多。在相同230A切割電流下,純氧等離子切割厚度為6mm的碳鋼板的切割速度可提高到370mm/min,而厚度為40mm的碳鋼板的切割速度僅為350mm/min。為了調整等離子切割機的速度,首先要控制輔助設備的厚度。
一般來說,等離子鋼板切割作為數控切割設備,工作人員應在保證等離子切割機質量的前提下,應盡量提高切割速度。這樣不僅可以提高生產率,而且可以減少被切割件的變形和被切割焊縫的熱影響區。如果切割速度不合適,效果正好相反,會使渣土增多,切割質量下降。



聚賢豐匯金屬材料(益陽市分公司)立足國內市場,實施穩健發展。通過持續創新,不斷為客戶提供量身訂做的 合金圓鋼方案和滿意的服務!


今天就談談9Cr2鋼板火焰切割規格能控制在多厚
聚賢豐匯主要是從事鋼板切割,鋼板零割,鋼板數控切割下料,鋼板數控按圖切割,特厚鋼板切割,特厚鋼板零割,激光切割等鋼板加工配供服務。
公司在天津有大型鋼板加工廠,且備有火焰切割數控機床,等離子火焰切割機床、6米大型激光切割機等機械設備。長期主營沙鋼,寶鋼,鞍鋼,興澄,山鋼,文豐,普陽,等鋼廠的特厚特寬鋼板,船板,高強板,鍋爐板 ,容器板,耐磨板。鋼板厚度為6--500MM, 材質有:Q235B,Q355B,C,D,E(Q345B,C,D,E),Q390B,Q420C,Q690D,Q245R,Q345R,45#,S45C,NM400,NM500等各種牌號產品。
今天我們就談談數控等離子鋼板切割機的使用要領:
1.快速激光切割質量:結渣、熱反應區、頂角和激光切割角度是反映激光切割質量的幾個關鍵因素。特別是在掛渣區和熱反應區兩個區域,數控等離子鋼板切割遠遠優于火焰切割機,火焰切割機邊緣幾乎沒有殘留掛渣,而熱反應區要小得多。
2.掛渣:數控等離子鋼板切割采用高溫帶電體氣熔化合金,將熔化的合金材料從激光切割表面吹出。火焰切割機是利用氧氣和鋼之間的氧化反應來做激光切割,所以會造成鐵紅渣或夾渣。由于該工藝的不同,火焰切割機掛渣少,而附著的掛渣更容易。這些掛渣一般可以較好地擊落,不需打磨或鏟除,大大縮短了再處理所需的時間。減少研磨操作可提高生產率。
3.熱反應區:當激光切割合金時,熱反應區的高度是一個值得關注的問題。高溫會改變合金的生物結構,使加熱邊緣變暗、翹曲,如果不去掉加熱邊緣,鋼可能不適合再焊處理。無論采用何種工藝,割炬速度越快,熱反應區越小。9Cr2火焰鋼板切割的快速激光切割特性可以使熱反應區變小,從而縮短去除加熱邊后處理的時間。一些火焰切割機也可能擔心背面顏色。從外部看不到熱反應區,回火顏色不明顯,會使合金變黑。同樣,火焰切割機的快速激光切割功能可以使火焰的面積變小。
近期礦價又重回60美元以下運行,W6Mo5Cr4V2圓鋼打斷國外部分礦山增產節奏,預計短期內進口礦數量仍不會有明顯增長,對于現貨市場來講是一種支撐。2016年4月份,全國居民消費價格總水平同比上漲2.3%,連續三個月持平。4月份,全國工業生產者出廠價格環比上漲0.7%,同比下降3.4%,連續50個月下滑,但連續第二個月出現環比回升。近期整體管材市場利空消息不斷,無論是政策面、需求面、資金面,包括一些鋼廠做空套保策略,使得市場一跌再跌,春節以來的漲勢基本結束。從原料情況看,目前多數鋼廠仍有可觀的利潤空間,生產積極性較高,因此鐵礦石、焦炭需求仍較為旺盛,對市場形成有力支撐,即使價格回落,幅度也較為有限,更不可能創新低;鋼坯、廢鋼更多反映的是市場需求,從這點來看,短期弱勢局面難改。預計下周國內市場價格以小幅調整為主;鋼坯和廢鋼仍有50元以上的下跌空間;煤焦總體穩定,局部地區小幅補漲。從庫存情況來看,本周滬市建材庫存繼續增加,受買漲不買跌心態影響,近幾周終端及中間需求均有所趨弱,而鋼廠到貨逐步增多,庫存量呈上升趨勢。而從全國鋼材庫存來看,本周結束了此前連續八周的下降趨勢,轉而出現回升,尤其是螺紋鋼、線材庫存量增加較為明顯,目前的全國鋼材庫存水平較去年同期大幅下降31.86%。全國市場庫存由降轉升,對市場心態形成了一定的不利影響。9Cr2鋼板伴隨著鋼價的下行,鋼廠生產所用的原料成本也大幅走低。融資礦的風險集中,導致了近期礦價持續走低,在盈利甚、市場競爭日趨白熱化的情況下,本應是減弱鋼廠生產成本的利好在近來則成了拖累鋼廠調低成品材價格的因素。而繼寶鋼下調6月份碳鋼板材期貨價格后,出臺的6月份價格政策也維持下調基調,相比較近來熱軋普材類價格的弱勢,冷軋、酸洗、鍍鋅等價格整體表現要更差,高附加值的板材產品在當前鋼廠目標轉移向下游發展以及市場經濟調節下,或將摒棄其量少趨勢,市場占有份額或將增多,9Cr2鋼板與普材產品的價格差也或將縮減。

名片")