| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 9999/噸 |
| 發(fā)貨期限 | 電議 |
| 供貨總量 | 99999988 |
| 運(yùn)費(fèi)說(shuō)明 | 電議 |
| 是否廠家 | 是 |
| 產(chǎn)品材質(zhì) | Q235B-Q355D |
| 發(fā)貨城市 | 山東聊城 |
| 產(chǎn)品產(chǎn)地 | 山東聊城 |
| 加工定制 | 定制加工 |
| 可售賣(mài)地 | 全國(guó) |
| 適用領(lǐng)域 | 工業(yè)、農(nóng)業(yè)、倉(cāng)儲(chǔ) |
| 范圍 | 蘭炭倉(cāng)報(bào)價(jià)生產(chǎn)基地位于【聊城】,供應(yīng)范圍覆蓋湖北省 武漢市、宜昌市、黃石市、襄陽(yáng)市、荊州市、十堰市、荊門(mén)市、鄂州市、孝感市、咸寧市、隨州市、恩施市、黃岡市等區(qū)域。 |
報(bào)價(jià)")
報(bào)價(jià)")
報(bào)價(jià)")
報(bào)價(jià)")
報(bào)價(jià)")
誠(chéng)信與敬業(yè)為立足 糧食鋼板倉(cāng)、玉米儲(chǔ)存罐、糧食倉(cāng)儲(chǔ)設(shè)備、大豆糧倉(cāng)、玉米鋼板倉(cāng)、豆類(lèi)鋼板倉(cāng)市場(chǎng)之根本,技術(shù)與質(zhì)量為引導(dǎo) 糧食鋼板倉(cāng)、玉米儲(chǔ)存罐、糧食倉(cāng)儲(chǔ)設(shè)備、大豆糧倉(cāng)、玉米鋼板倉(cāng)、豆類(lèi)鋼板倉(cāng)市場(chǎng)之前提,服務(wù)與指導(dǎo)為鞏固 糧食鋼板倉(cāng)、玉米儲(chǔ)存罐、糧食倉(cāng)儲(chǔ)設(shè)備、大豆糧倉(cāng)、玉米鋼板倉(cāng)、豆類(lèi)鋼板倉(cāng)市場(chǎng)之關(guān)鍵,裕盛鋼板倉(cāng)(湖北省分公司)人以用戶利益為己任,服務(wù)于社會(huì)。
報(bào)價(jià)")
報(bào)價(jià)")
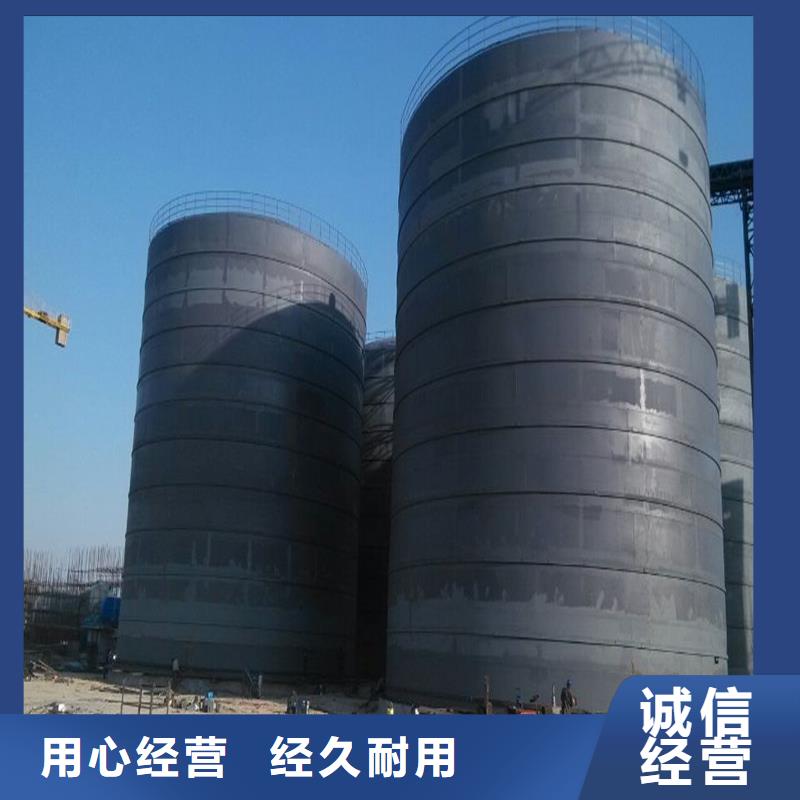
大型鋼板倉(cāng)的制作及設(shè)計(jì)注意事項(xiàng) 1:在大型鋼板庫(kù)建造初期,選址的地方就要注意 選址一要找地勢(shì)相對(duì)高的地方,地下水位相對(duì)低的位置,因?yàn)榈叵滤撸笮弯摪鍘?kù)是落地式的鋼板庫(kù) 基礎(chǔ)在正負(fù)0以下3米左右,基礎(chǔ)設(shè)有多條廊道及多點(diǎn)下料的基礎(chǔ),從而在出料方面大大提高的出料率的效果,大型鋼板庫(kù)設(shè)計(jì)直徑應(yīng)該根據(jù)大型鋼板庫(kù)儲(chǔ)存物料來(lái)設(shè)計(jì)直徑和高度,大型鋼板庫(kù)基礎(chǔ)設(shè)計(jì)一般避開(kāi)淤泥和高水位即可,大型鋼板庫(kù)直徑的設(shè)計(jì)和高度一般是一比一的結(jié)構(gòu),在出料和庫(kù)體的機(jī)構(gòu)配備好的 。大型鋼板庫(kù) 鋼板倉(cāng) 粉煤灰鋼板庫(kù) 粉煤灰?guī)?卷板倉(cāng) 都是粉狀物料儲(chǔ)存好的設(shè)備,庫(kù)內(nèi)儲(chǔ)存物料均設(shè)計(jì)了物料均化設(shè)備,在儲(chǔ)存物料時(shí)也有一定的注意事項(xiàng),大型鋼板庫(kù)儲(chǔ)存物料注意那些事項(xiàng),大型鋼板庫(kù)鋼建設(shè)完成,儲(chǔ)存物料是要分成3次來(lái)儲(chǔ)存,1次儲(chǔ)存物料儲(chǔ)存量在庫(kù)的一半左右,即可,是為了大型鋼板庫(kù)基礎(chǔ)適應(yīng)。2次儲(chǔ)存在1次儲(chǔ)存1個(gè)月后即可,庫(kù)內(nèi)氣化注意的是 庫(kù)內(nèi)流化棒及氣化管安裝完畢調(diào)試好正常運(yùn)轉(zhuǎn)2天后,儲(chǔ)存物料是好的,在使用氣化的時(shí)候也是要注意物料儲(chǔ)存進(jìn)去,一般3-4天開(kāi)啟氣化均化,一次均化的時(shí)間在2個(gè)小時(shí)左右即可,這就是庫(kù)內(nèi)氣化開(kāi)啟的時(shí)間及天數(shù),庫(kù)內(nèi)物料均化時(shí)間是2小時(shí),3天均化一次。
現(xiàn)在有很多的大型鋼板庫(kù)企業(yè),由于在運(yùn)作期間沒(méi)有維護(hù)好,導(dǎo)致很多的大型鋼板倉(cāng)暴庫(kù)裂庫(kù)等事件,所以要正確使用鋼板倉(cāng)很重要。那么如何避免大型鋼板倉(cāng)后期發(fā)生暴庫(kù)裂庫(kù)倒塌事故?
報(bào)價(jià)")
報(bào)價(jià)")
報(bào)價(jià)")
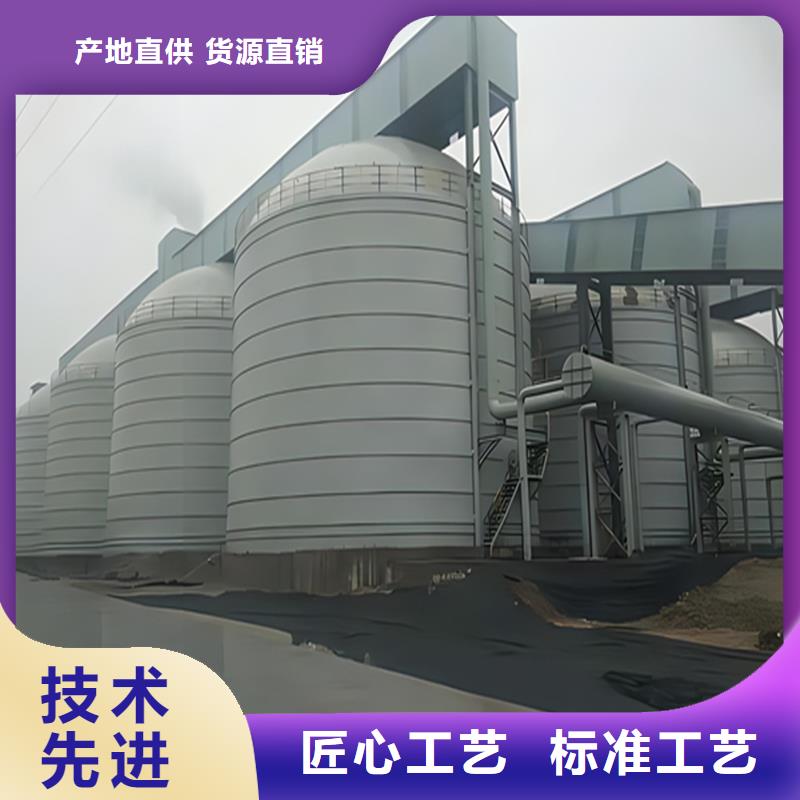
鋼板倉(cāng)體變形對(duì)應(yīng)采取措施如下:
1、墊腳槽鋼高度保持水平。對(duì)平臺(tái)墊腳槽鋼高度進(jìn)行找平,確保各平臺(tái)槽鋼高度一致,使庫(kù)體板承受上部荷載均勻,將庫(kù)體變形將到 。同時(shí),內(nèi)部吊耳盡量靠近豎向加強(qiáng)肋或環(huán)向加強(qiáng)肋,或吊耳根部加方板,增加接觸與庫(kù)體的接觸面積,減小庫(kù)體局部由于受力不均產(chǎn)生的變形。
2、庫(kù)體板方板時(shí),確保場(chǎng)地平整,鋼板平鋪,同時(shí)度提高等級(jí),放線切割時(shí)均由專(zhuān)業(yè)人員負(fù)責(zé),確保方板度。從而使上下兩節(jié)庫(kù)體板間距均勻,減少?gòu)?qiáng)力拼合的情況。
3、確定合理的焊接工藝順序,減小焊接應(yīng)力集中,縮小變形。
(1)豎向?qū)雍缚p焊接時(shí),先進(jìn)行間斷焊,間斷焊長(zhǎng)度不超過(guò)20公分,同時(shí)板兩端預(yù)留20---30公分不焊接,間斷焊接完成后,用錘擊方式焊接殘余應(yīng)力后將剩余焊縫焊接(板兩端焊縫除外)完成,同時(shí)錘擊焊接殘余應(yīng)力。
(2)環(huán)向?qū)雍缚p焊接時(shí),先將T型口對(duì)齊,確保平整不錯(cuò)邊,對(duì)T型口兩邊進(jìn)行橫向焊接大約50公分左右,錘擊殘余應(yīng)力后,然后分段退焊或跳焊,沿環(huán)縫方向均分,大約完成環(huán)縫工程量的一半時(shí),再進(jìn)行錘擊,焊接應(yīng)力后將剩余焊縫焊完,錘擊焊接應(yīng)力即可。
(3)如因兩板縫隙不均或焊工水平差異無(wú)法一次焊接成型,必須進(jìn)行兩遍或多遍焊接,且 遍焊接完成后焊接應(yīng)力后方可進(jìn)行第二遍焊接。
報(bào)價(jià)")
報(bào)價(jià)")
報(bào)價(jià)")
(湖北省分公司)名片")