| 產品參數 | |
|---|---|
| 產品價格 | 批發/臺 |
| 發貨期限 | 1 |
| 供貨總量 | 699 |
| 運費說明 | 電議 |
| 材質 | 碳鋼,不銹鋼 |
| 產地 | 河北邢臺 |
| 規格 | 齊全 |
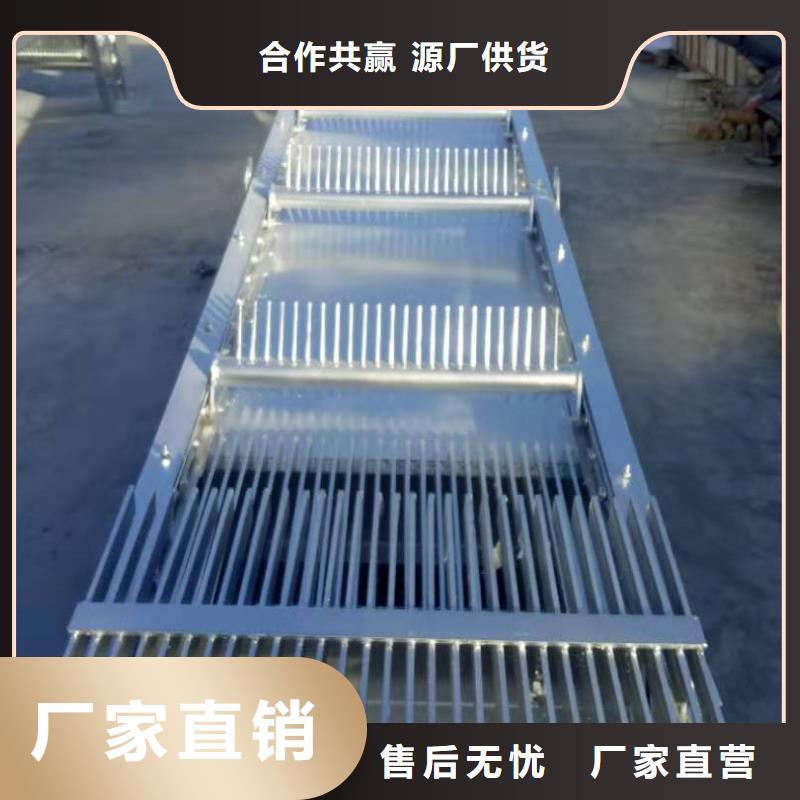
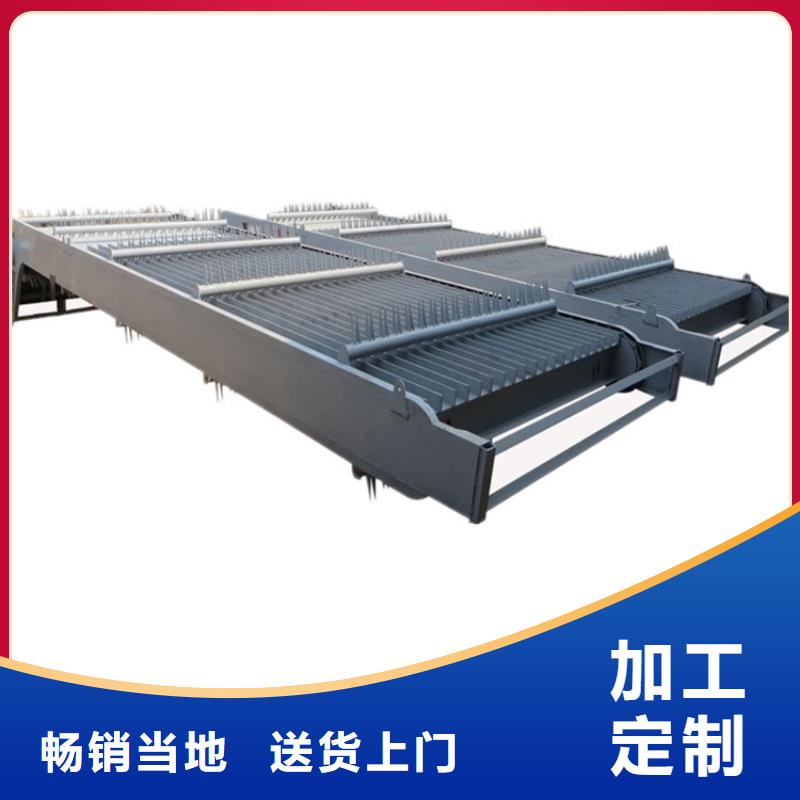
| 類型 | 清污機,攔污柵 |
| 顏色 | 銀灰色 |
| 品牌 | 康禹 |
| 型號 | 齊全 |
| 可定制 | 是 |
| 范圍 | 生產基地位于【邢臺】,供應范圍覆蓋內蒙古 呼和浩特市、包頭市、烏海市、赤峰市、通遼市、鄂爾多斯市、呼倫貝爾市、烏蘭察布市、興安市、錫林郭勒市、阿拉善市 等區域。 |


高或凹坑4端頭處電壓。,控制好焊接速度、坡口尺寸、焊縫間隙、焊絲直徑等參數。其余焊縫采用手工焊接,手工焊接時,應采用合適的工藝參數,運條要依照規范進行,表面波紋必須均勻;結尾不準留有弧坑,直線焊縫至邊緣,圓環形焊縫或方形焊縫首尾交接處均必須飽滿而不出現超高或凹坑。4、端頭處電壓控制好焊接速。
防止搬運途中及堆放理:所有埋件端頭采用銑床進行銑削處理,確保安裝質量。5、清污機防腐:埋件制作成型后。,對外觀進行休整后運至防腐場地進行防腐處理,具體工藝詳見噴鋅防腐工藝。6、成品堆放保護:埋件制造驗收合格后,運至成品區標識,整齊堆放,并注意保護,防止搬運途中及堆放理所有埋件端頭采用。
結合施工條件加以修過程中產生變形及損傷。清污機產品質量好作用大與其制造工藝流程緊秘相關。(1)清污機制作應滿足DL/T5018-94.8.。3清污機制造規范及招標文件有關埋件制造的技術要求。(2)清污機制作工藝程序清污機制造按下列工藝進行:施工準備→放樣→下料→清污機拼焊→校正→防腐→驗收。清污機下料尺寸應留足收縮余量,收縮量f=1mm/m,結合施工條件加以修過程中產生變形及損傷。
行拼裝在拼裝時要正。清污機焊接也要采用對稱焊接,其校正可采用液壓校正機校正,使其滿足規范要求。清污機單件制造完成后,對接焊縫的接口處用銑床銑成坡口,以利于安裝焊接。拼裝。:拼裝必須在符合要求的平臺上進行拼裝。在拼裝時,要正清污機焊接也要采。
接埋件梁體焊接采用嚴格控制形位誤差。即:翼緣板對腹板的對稱度≤1.5mm。翼緣板對腹板的傾斜度≤1.5mm。構件拼裝完畢,經過檢驗員復檢合格后,即可點焊固定,點焊必須由正式的具有操作證的焊工點焊,其焊接工藝要求不得。低于正式焊接的工藝要求。焊接:埋件梁體焊接采用嚴格控制形位誤差即。
焊縫首尾交接處均必須埋弧自動焊接,影響埋弧焊焊縫成形和質量的主要因素有線能量、接頭結構形式、尺寸、施工工藝及焊接材料性能,因此焊接時,主要應調節好焊接電流、電弧電壓,控制好焊接速度、坡口尺寸、焊縫間隙、焊絲直徑等參數。其余焊縫采用手工焊接,手工焊接時,應采用合適的工藝參數,運條要依照規范進行,表面波紋必須均勻;結尾不準留有。弧坑,直線焊縫至邊緣,圓環形焊縫或方形焊縫首尾交接處均必須埋弧自動焊接影響埋。
能力回轉式清污機清里面的機架和保護的作用,實現無。障礙清潔隱藏的電機。沒有腐蝕不銹鋼牽引鏈的水下工作,免維護。保存方案噴砂除銹+熱噴鋅+封閉+環氧漆底漆環氧云母氧化鐵顏料+氯化的橡膠漆,它在20年以上的保護能力。回轉式清污機清里面的機架和保護的作。
的形式清污機配有角洗︰到刪除樹枝、樹葉、雜草、垃圾,浮冰融化。關于請求單耙清污能力1,連續清洗30-50/小時的能力。清污機活齒耙和固定的耙齒構成。的。在下降,固定的耙齒尖可以插入在泥土中,已完成的活動耙齒開放尾隨運動;在升級固定的耙齒可以作為一種連鎖效應,活動完成密切耙耙齒和爬行污穢。因此,當出了大門,在活躍的耙齒與固定的污垢后抖動的耙子耙齒閉式機架不分散的形式。清污機配有角洗到刪除樹枝樹葉。
的所以重點是清洗機和軸向的壓力傳感器和顯示的深度和負載,耙的整個深度和負荷監測儀。可能在任何時間調整的清洗深度大小和設置超級欠。載。當鋼絲繩葫蘆繩子太緊和太松,下降電梯電機會自動斷電,同時由超級欠載聲光。清洗機是使用結果事實上現在的技術更先進每個凈化機清污機.雖然有一點不同一般能力仍然是相同的所以重點是清洗機和軸向的壓力傳感器和。
加一定程度的門的身體的使用這里有兩種方式安裝。架清潔好東西值得學習!首先架清潔用水安裝計劃污水處理設備安裝步驟:清污段落(門中間欄的上、下部分網格體)和驅動裝置(傳動軸、軸承裝置、減速機、盾牌等)準備好了。網格體的部分(隨著鏈耙)吊車起重機洞口上游面施加一定程度的門的身體的使用這里有兩種方。
機器正確位置螺栓連力量與表面垂直傾斜15°追蹤通過清理機鎖緊裝置鎖定。中間門的身體(隨著鏈耙)掛在洞口相同的傾斜1。5°并加入在網格的邊緣部分的身體下梁對齊螺栓連接和良好的牽引鏈條取出鏈鎖銷中下游部分律師協會的身體將鎖打開鎖鎖中間的地方。鉸鏈板固定和清理的邊緣在鉸鏈梁點焊。清污機將驅動組件來清理機器正確位置螺栓連力量與表面垂直傾斜。
態將固定在鉸鏈固定接然后好牽引鏈掛載傳動鏈他們緊張的工作狀態良好的盾牌。現場調試清理機不少于8小時的連續運行及時處理問題。第二傳統的安裝計劃這種安裝方法一些相對簡。單的與以上相比不少于25t起重機埋污水處理機器吊裝跟蹤安裝時調整梁底平面兩側邊緣梁下翼緣和作品埋葬一個軸軸軸成水平狀態將固定在鉸鏈固定接然后好牽引鏈掛。
活帶來不必要的問題不不能修復的后果。假如出現這種狀況,還可能會對人們的生命財產形成損害。講述了卷閘門會發作遇阻的狀況及遇阻會發生的結果。清污機所以在這里鄭重提示各位顧客在運用卷簾門時必定要注意這些本可以防止的。麻煩,避免給您的生活帶來不必要的問題。不不能修復的后果假。
起松動它們的接茬鑄鐵閘門購買后該怎么安裝與調試和養護呢?小編根據技術要求總結如下:1、首先鑄鐵方閘門在安裝前,要搜檢豎框與橫框之間、閘板與閘板之間(指多塊閘板組合的閘門)的毗連螺絲,是不是是在運輸裝卸中激起松動。,它們的接茬鑄鐵閘門購買后該怎么。
整斷根以防止灰漿是不是是錯牙,要調劑成一個平面,搜檢閘板與閘槽的間隙,保障閘槽與閘板的間隙不大于0.08mm,若有間隙可以調劑閉緊拆卸。上緊各毗連螺栓。2、設備安裝時閘門整體豎入預留槽,在單方立框的下面墊上調劑墊(嚴禁墊下橫梁),兩立框用手動葫蘆和斜拉立穩,將閘門找直找平,各地腳孔內串上地腳螺栓,調劑好閘門的地位,支好模板進行二期澆注。3、澆注混凝土時,流進閘板、閘框、斜鐵、擋板間的灰漿應完整。斷根,以防止灰漿是不是是錯牙要調劑。
暫停2分鐘讓急流凝固后影響閘門啟閉。4、斷根加固物。閘門出廠前,為使閘板、閘框貼合緊湊,安裝后削減間隙,2m以上的閘門在凹凸框上安裝了4-6個緊閉拆卸壓鐵,正視在間隙調劑后,閉緊壓鐵裁撤,以便閘門啟閉。設備的養護需要做到:鑄鐵方閘門應正視閘板的上、下極限地位,不能超限,以防止破損閘門或啟閉機。設備在起閉過程中若有異常景象形象應立即遏制獨霸,實時搜索驗理。設備在關閉時距閘底10公分處。,暫停2分鐘,讓急流凝固后影響閘門啟閉。
置電機變速箱皮沖凈底門雜物卷揚啟閉機閘門啟閉機運行,必須由單位負責人發出調度指令。不經調度擅自啟閉,將嚴肅追究有關人員責任。非本單位工作人員一律不得操作啟閉機及相關設備。操作人員必須熟悉操作,思想集中,堅守崗位,加強監視。啟閉過程中,操作人員應注。意。開機啟閉前,應先檢查絲桿所處位置,電機、變速箱、皮沖凈底門雜物卷揚啟閉。
接材料性能因此焊接具有操作證的焊工點焊,其焊接工藝要求不得低于正式焊接的工藝要求。3、焊接:埋件梁體。焊接采用埋弧自動焊接,影響埋弧焊焊縫成形和質量的主要因素有線能量、接頭結構形式、尺寸、施工工藝及焊接材料性能,因此焊接具有操作證的焊工點焊。
滿而不出現超高或凹坑時,主要應調節好焊接電流、電弧電壓,控制好焊接速度、坡口尺寸、焊縫間隙、焊絲直徑等參數。其余焊縫采用手工焊。接,手工焊接時,應采用合適的工藝參數,運條要依照規范進行,表面波紋必須均勻;結尾不準留有弧坑,直線焊縫至邊緣,圓環形焊縫或方形焊縫首尾交接處均必須飽滿而不出現超高或凹坑時主要應調節好焊接。
作應滿足DLT50。4、端頭處理:所有埋件端頭采用銑床進行銑削處理,確保安裝質量。5、清污機防腐:埋件制作成型后,對外觀進行休整后運至防腐場地進行防腐處理,具體工藝詳見噴鋅防腐工藝。6、成品堆放保護:埋件制造驗收合格后,運。至成品區標識,整齊堆放,并注意保護,防止搬運途中及堆放過程中產生變形及損傷。清污機產品質量好作用大與其制造工藝流程緊秘相關。(1)清污機制作應滿足DL/T504端頭處理所有。
清污機焊接也要采用18-94.8.3清污機制造規范及招標文件有關埋件制造的技術要求。(2)清污機制作工藝程序清污機制造按下列工藝進行:施工準備→放樣→下料→清污機拼焊→校正→防腐→驗收。清污機下料尺寸應留足收縮余量,收縮量f=1mm/m,結。合施工條件加以修正。清污機焊接也要采用189483清。清污機
正式的具有操作證的焊對稱焊接,其校正可采用液壓校正機校正,使其滿足規范要求。清污機單件制造完成后,對接焊縫的接口處用銑床銑成坡口,以利于安裝焊接。拼裝:拼裝必須在符合要求的平臺上進行拼裝。在拼裝時,要嚴格控制形位誤差。即:翼。緣板對腹板的對稱度≤1.5mm。翼緣板對腹板的傾斜度≤1.5mm。構件拼裝完畢,經過檢驗員復檢合格后,即可點焊固定,點焊必須由正式的具有操作證的焊對稱焊接其校正可采。
水工機械廠(興安市分公司)名片")