| 產品參數 | |
|---|---|
| 產品價格 | 電議 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
| 無縫鋼管 | 國標 |
| 無縫鋼管 | 國標 |
| 范圍 | 生產基地位于【聊城】,供應范圍覆蓋江蘇省 南京市、蘇州市、連云港市、無錫市、常州市、淮安市、徐州市、鹽城市、鎮江市、南通市、泰州市、宿遷市、揚州市 云龍區、賈汪區、泉山區、銅山區、豐縣、沛縣、睢寧縣、新沂市、邳州市等區域。 |


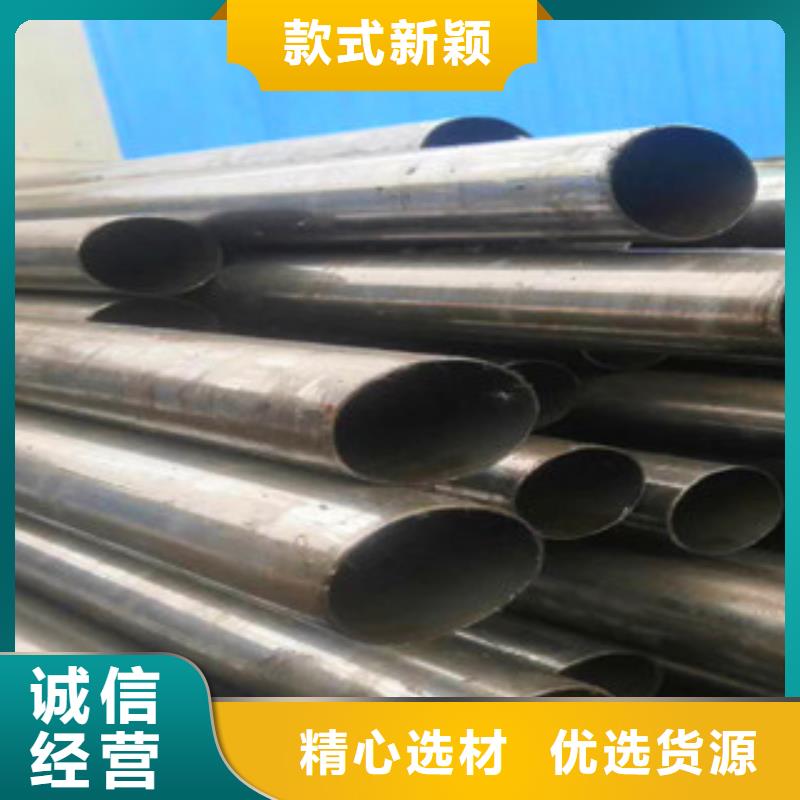
精密鋼管生產介紹:
選擇冷拔機道次變形量的影響因素有:金屬的冷加工性能(包括金屬的強度和塑性)、管身強度(拔制時不能出現拔斷現象)、拔管機能力以及選用的拔制方式(見管材冷軋冷拔)和模具類型(見冷拔管工具)。在選擇拔制道次變形量時還應考慮的因素有:連拔道次(道次中間不經熱處理)的多少,熱處理、酸洗、潤滑質量的好壞。
變形道次的確定
變形道次按下式確定:式中為由管料加工到成品的總延伸系數,;F0為管料截面積;Fk為成品管截面積;μc為平均延伸系數。
在采用軋拔結合方案時,可先根據機組中冷軋管機和冷拔管機的配置以及冷軋管機已有的孔型系統等具體條件,確定由冷軋轉為冷拔時中間管的尺寸,然后再分別計算冷軋和冷拔的道次,兩者之和即為總的變形道次。
工藝程序表
表1為拔制25mmx2mm鍋爐管的拔制道次和各道變形量計算。表2為拔制力計算和拔管機選擇。表3為輔助工序和模具類型選擇。



龍麗金屬材料(徐州市分公司)本著'質優效率,守約重譽'的經營理念和服務宗旨為廣大客戶提供質優價廉的產品和售后服務,得到了各界新老用戶的支持和贊譽。我公司鄭重承諾,在同等的質量下,保證以低廉的價格,完善的服務,崇高的信譽來答謝各界朋友的支持和厚愛。
公司秉承“以質量求發展,以服務求生存”的原則,并始終堅持“為上、用戶為先、質量為先、服務為先、信譽至上”的企業宗旨,并將這一思想始終貫穿在產、供、銷等整個企業運行過程之中。憑借科學有序的管理模式、先進技術和設計理念、穩定可靠的產品質量、開拓創新銷售理念和及時完善的售前售后服務,贏得了用戶的一致贊譽;公司不斷加大科技投入力度,在日益激烈的全球化市場競爭中實現公司的可持續發展,力創行業品質、價值新典范。公司對人才一直貫徹“匯聚人才、尊重人才、賢有多大,臺有多大”的用人原則,對客戶秉承著“提供良好產品、實惠價格、創新的技術、完善的服務”合作原則,我們熱忱歡迎各界賓朋蒞臨鴻海,加入鴻海,攜手發展,共創輝煌!


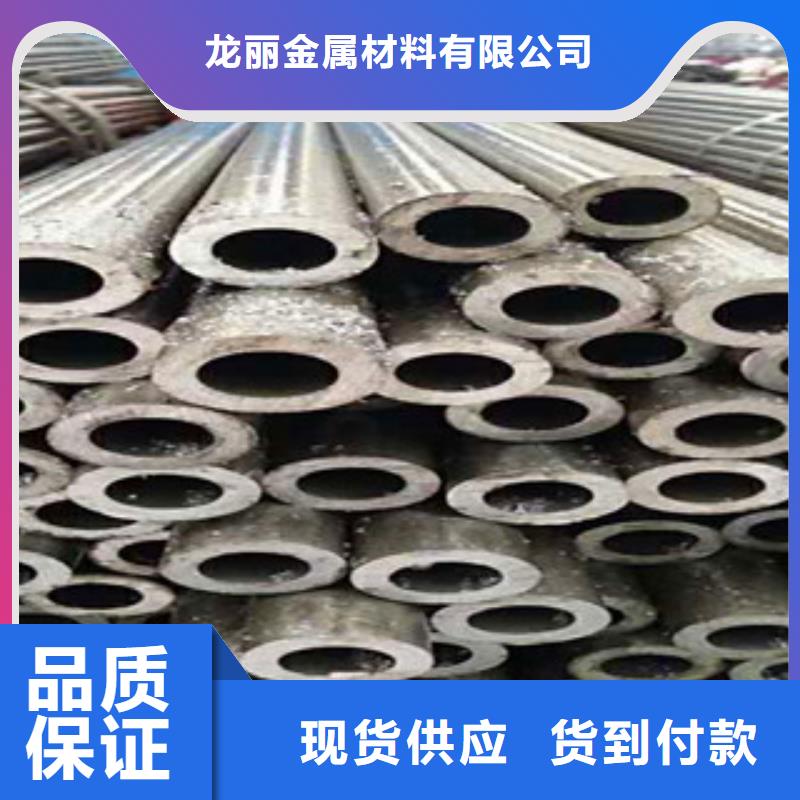
現我廠 精軋鋼管產品覆蓋全國二十六個省、市、區,與全國多家大型、特大型企業建立了長期的友好合作伙伴關系。 龍麗金屬材料(徐州市分公司)建立和健全了質量管理體系,嚴格過程控制,完善了售后服務。用戶滿意是公司人的追求。質優價廉,誠信廣交天下友。




10#20#代表意思
10與20代表的它們的含碳量.在GB9948中,10C含量為0.07-0.14而20C含量為0.17-0.24.C的含量越高,它的硬度及強度越高,但韌性和塑性會越低,可焊接性越差.所以容器中要求壓力容器用鋼,C含量不能超過0.25%.所以10鋼會比20鋼在脹接時的可靠些,不容易出現裂.但在設計時,10鋼會比20鋼更費材,因為它的許用應力會小些 10#精密鋼管焊接性較好
名片")