| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 4800 |
| 發(fā)貨期限 | 兩天 |
| 供貨總量 | 3000 |
| 運(yùn)費(fèi)說(shuō)明 | 物流 |
| 小起訂 | 1噸 |
| 質(zhì)量等級(jí) | 一級(jí) |
| 是否廠家 | 否 |
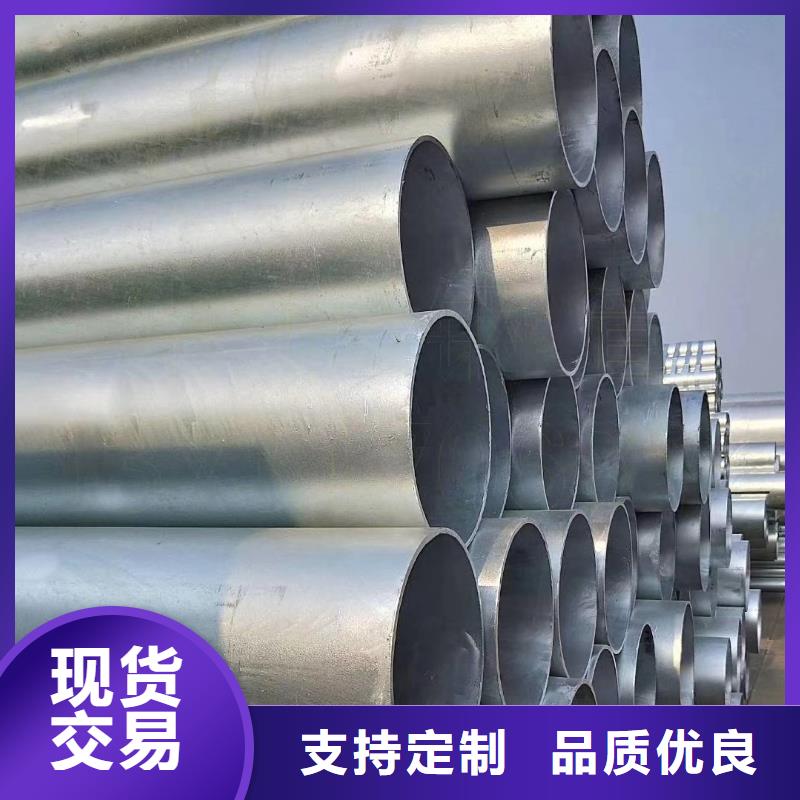
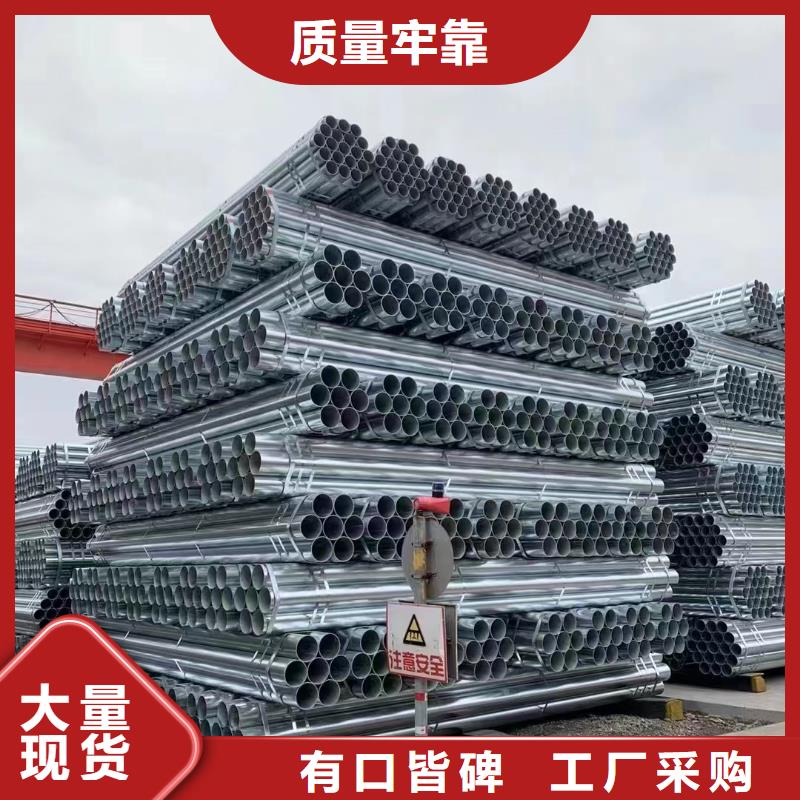
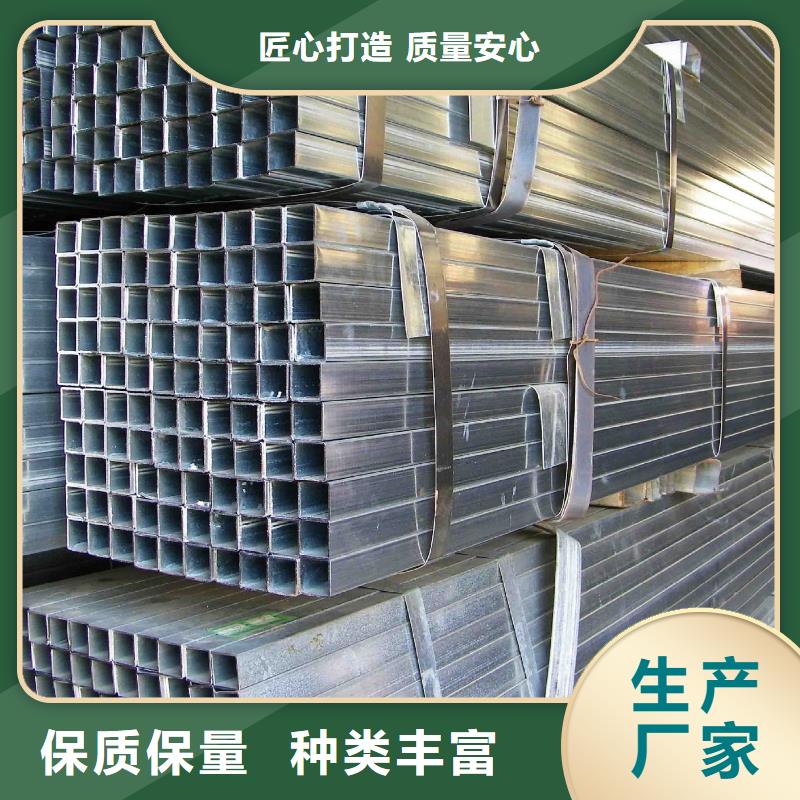
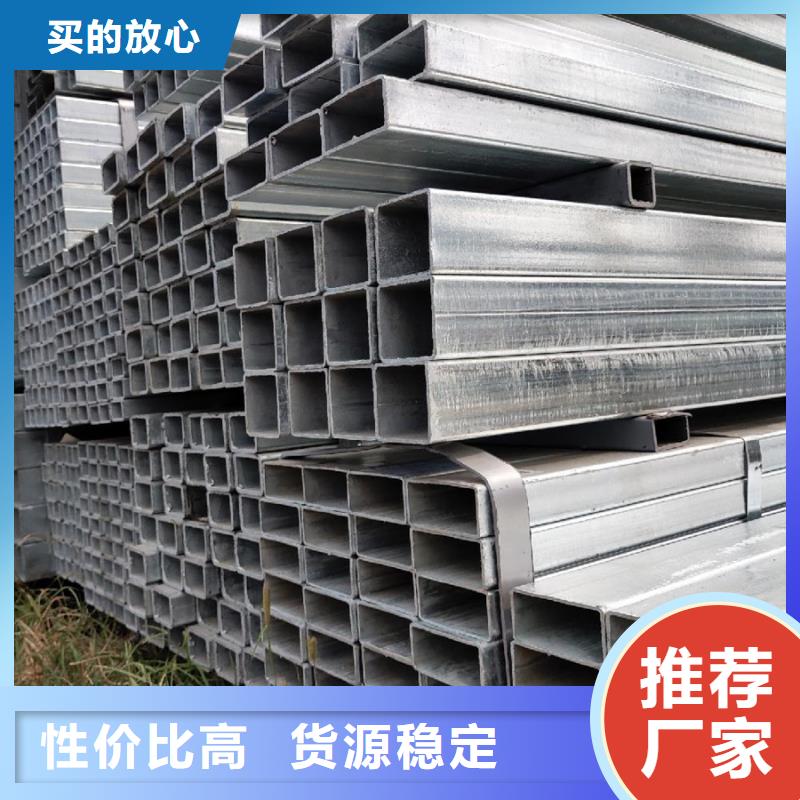
| 產(chǎn)品材質(zhì) | Q235B Q345B |
| 產(chǎn)品品牌 | 神悅 |
| 產(chǎn)品規(guī)格 | 規(guī)格齊全 |
| 發(fā)貨城市 | 包頭 |
| 產(chǎn)品產(chǎn)地 | 天津 |
| 加工定制 | 加工 |
| 產(chǎn)品型號(hào) | 型號(hào)齊全 |
| 可售賣地 | 全國(guó) |
| 產(chǎn)品重量 | 過(guò)磅 |
| 產(chǎn)品顏色 | 鍍鋅 |
| 質(zhì)保時(shí)間 | 一年 |
| 外形尺寸 | 圓形 方形 |
| 適用領(lǐng)域 | 建筑、機(jī)械、煤礦、化工、電力、鐵道車輛、汽車工業(yè)、公路、橋梁、集裝箱、體育設(shè)施、農(nóng)業(yè)機(jī)械、石油機(jī)械、探礦機(jī)械等制造工業(yè) |
| 是否進(jìn)口 | 否 |
| 質(zhì)量認(rèn)證 | 認(rèn)證 |
| 產(chǎn)品功率 | 無(wú)功率 |
| 工作溫度 | 530 |
| 長(zhǎng)度 | 3米 4米 5米 6米等 |
| 范圍 | 供應(yīng)范圍覆蓋甘肅省 蘭州市、嘉峪關(guān)市、武威市、酒泉市、隴南市、合作市、臨夏市、定西市、慶陽(yáng)市、平?jīng)鍪小堃词小⑻焖小足y市、金昌市 康樂(lè)縣、永靖縣、廣河縣、和政縣等區(qū)域。 |
臨夏16mn鍍鋅方管在確保整個(gè)制冷過(guò)程和無(wú)縫鋼管的平穩(wěn)螺旋前進(jìn)的前提下,可以適當(dāng)?shù)剡x擇輸送滾筒桌的傾斜角度,并可以輕松地控制輸送輥?zhàn)赖膬A斜度 . 將熱放置在具有特定元素的材料中進(jìn)行加熱和保溫,使材料中的特定分子滲透到熱表面或產(chǎn)生某些化學(xué)物質(zhì)的土壤層中,改變表面的機(jī)理和成分,使零件的表層具有獨(dú)特的機(jī)械或物理性能。接觸電阻絲加熱熱處理:根據(jù)電平,對(duì)施加5伏以下的工作電壓,在電平與的接觸點(diǎn)處通過(guò)非常大的電流,引起大量電阻發(fā)熱,使發(fā)熱表層加熱到熱處理溫度,然后取下電級(jí),將熱量傳遞到發(fā)熱內(nèi)部 管子和表面迅速冷卻,即達(dá)到熱處理的目的。 臨夏熱鍍鋅管電解加熱及熱處理:將置于酸、堿或鹽溶液的鋰電池電解液中,將接負(fù)極,接電除塵器陽(yáng)極氧化。 接通直流電源后,鋰電池的電解液被電解,在陽(yáng)極氧化處放出氧氣,在上放出氫氣。 氫氣將發(fā)熱的緊緊包圍,產(chǎn)生氣膜,成為電阻體,引起發(fā)熱。熱表層迅速加熱到熱處理溫度,然后關(guān)閉電源,氣膜立即消退。鋰電池電解液變成淬火物質(zhì),使表面迅速冷卻硬化。
臨夏16mn鍍鋅管部分光亮熱處理設(shè)備相當(dāng)大。因此現(xiàn)階段的光明熱處理設(shè)備一般在其制冷段采用強(qiáng)對(duì)流制冷,并設(shè)置三個(gè)制冷段,可獨(dú)立調(diào)節(jié)排風(fēng)量。沿冷軋卷板總寬度分為三段,冷軋卷板冷卻速度根據(jù)排風(fēng)量的延伸方式進(jìn)行調(diào)節(jié),屬控制器型。鍍鋅無(wú)縫管原色簡(jiǎn)單,用刨床生產(chǎn)加工。鍍鋅無(wú)縫管的所有人員原材料全過(guò)程采用 熱處理方法。可定制特殊規(guī)格型號(hào)的數(shù)控立式車床。非常容易上手,使液壓驅(qū)動(dòng)系統(tǒng)在持續(xù)的日常任務(wù)中牢不可破。解決表面噴漆問(wèn)題,應(yīng)堅(jiān)持一定的平整度和平整度。 臨夏鍍鋅鋼管廠為您介紹鍍鋅鋼管未來(lái)發(fā)展。為了提高鍍鋅鋼管的使用壽命,國(guó)外大力發(fā)展焊管內(nèi)外表面的金屬鍍層和非金屬鍍層技術(shù)。 鋼管表面涂層的經(jīng)濟(jì)效果是顯而易見(jiàn)的。 無(wú)損檢測(cè)技術(shù)的發(fā)展在很大程度上保證了鍍鋅鋼管的質(zhì)量。 采用無(wú)損檢測(cè),一方面可以檢查管材的缺陷,保證焊管使用的可靠性。
格")
臨夏熱鍍鋅管焊接內(nèi)開(kāi)口時(shí), 層至第三層必須小規(guī)格操作,因?yàn)槠浜附邮怯绊懞附幼冃蔚氖滓颉?焊接一到三層后,清潔反面。 應(yīng)用碳弧氣刨去除根部后,需要對(duì)焊縫進(jìn)行機(jī)械設(shè)備打磨拋光,梳理焊縫表面進(jìn)行滲氮處理,露出金屬織構(gòu),防止表面碳化樂(lè)觀而產(chǎn)生裂紋 . 外口要焊一次,內(nèi)口會(huì)有一些余料。焊接第二層鍍鋅無(wú)縫管時(shí),焊接方向應(yīng)與 層相反,以此類推。 華爾鋼熱鍍鋅鋼管每層焊接接頭應(yīng)間隔15-20mm。焊接鍍鋅無(wú)縫管時(shí),兩名焊工的焊接電流、焊接速度和焊接疊數(shù)應(yīng)保持一致。 焊接時(shí),焊接應(yīng)從起弧板開(kāi)始,在起弧結(jié)束板上結(jié)束。焊接后切斷并打磨和拋光清潔。 焊后熱處理:熱處理工藝應(yīng)在焊縫焊好后12小時(shí)內(nèi)進(jìn)行。 如果不能立即進(jìn)行熱處理工藝,應(yīng)采用保溫、緩冷等方法。 調(diào)質(zhì)處理完畢后,應(yīng)使用兩個(gè)熱電阻測(cè)溫,將熱電阻焊在焊縫的兩側(cè)。
格")
格")
臨夏鍍鋅無(wú)縫鋼管是無(wú)縫管的關(guān)鍵材料和類型。就鍍鋅無(wú)縫鋼管而言,我們?cè)谏a(chǎn)加工制造過(guò)程中使用的 步是焊接。常見(jiàn)的焊接鍍鋅無(wú)縫鋼管是焊接的。 在大多數(shù)情況下,使用焊絲。 焊絲是焊接的關(guān)鍵原材料。焊接鍍鋅無(wú)縫鋼管必須使用標(biāo)準(zhǔn)焊絲才能達(dá)到理想的焊接實(shí)際效果。 那么什么是焊絲呢? 焊接鍍鋅無(wú)縫鋼管時(shí)應(yīng)該使用哪種焊絲? 臨夏16mn鍍鋅管產(chǎn)品工件相遇處的一條金屬材料。 焊絲的原材料一般與產(chǎn)品工件的原材料相同。 焊接鍍鋅無(wú)縫鋼管時(shí)應(yīng)該使用什么樣的焊絲? 如果我們要焊接鍍鋅無(wú)縫鋼管材料,應(yīng)該使用哪種類型的焊絲,還有其他類型的焊絲可以使用嗎? 如果焊接鍍鋅無(wú)縫鋼管材料時(shí)應(yīng)該使用什么類型和規(guī)格的焊絲,鍍鋅無(wú)縫鋼管基本上是添加了1%左右的錳,所以焊接特性優(yōu)良。 臨夏鍍鋅螺旋管手工電弧焊時(shí),選用抗壓強(qiáng)度等級(jí)為T50的焊絲:506節(jié)、507節(jié)、502節(jié)、503節(jié)、552節(jié)、553節(jié)等; 埋弧自動(dòng)焊機(jī)時(shí),選用焊劑:431和350,互配H08A、H08MnA、H10MnA或H10MnSi等焊絲; 在CO2氣體保護(hù)焊中,常使用H08Mn2Si和H10MnSi。
名片")