| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價格 | 電議 |
| 發(fā)貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
| 廠家/產(chǎn)地 | 縱橫機械/洛陽 |
| 主要材料 | 碳鋼20# |
| 襯里材料 | 塑料粉未 |
| 襯里厚度 | 4-10mm |
| 產(chǎn)品規(guī)格 | 按要求訂做 |
| 生產(chǎn)工藝 | 法蘭連接 |
| 適用溫度 | -60~100℃ |
| 適用壓力 | -0.07 M Pa ~ 2.5 M Pa |
| 檢測電壓 | 5KV-30KV |
| 執(zhí)行標準 | HG20536-93 |
| 應用領域 | 化工、環(huán)保、冶煉、電力等行業(yè) |
| 范圍 | 供應范圍覆蓋四川省 成都市、綿陽市、攀枝花市、瀘州市、樂山市、宜賓市、廣安市、巴中市、甘孜市、涼山市、阿壩市、資陽市、雅安市、遂寧市、內(nèi)江市、南充市、自貢市、德陽市、廣元市、眉山市 威遠縣、資中縣、隆昌市等區(qū)域。 |

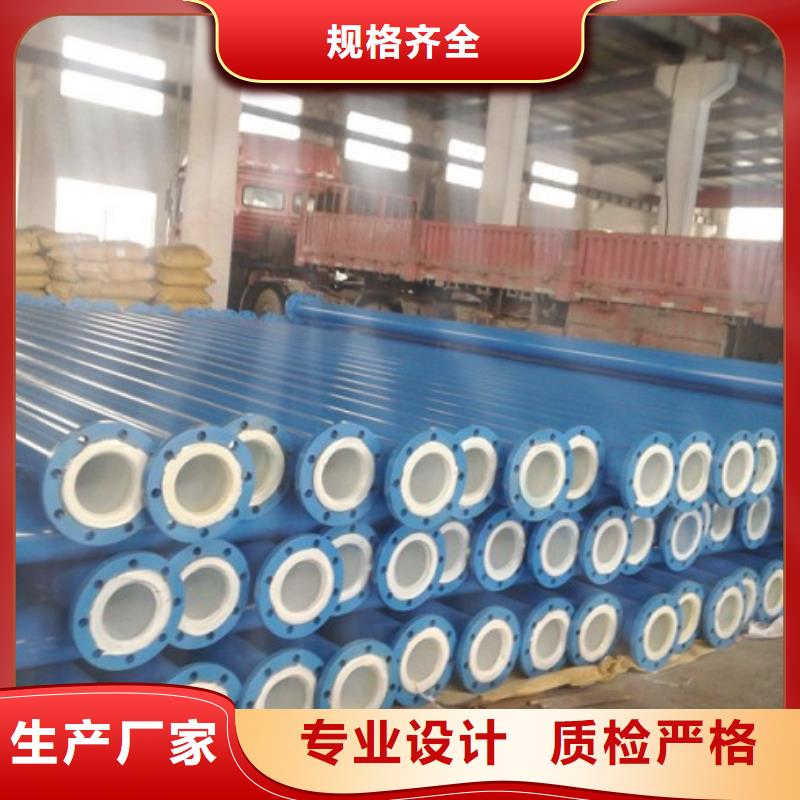
PE襯塑管是以鋼管作為基體,在高溫下狀態(tài)下,將化學物理穩(wěn)定性優(yōu)良的熱塑性工程塑料PE,在鋼管內(nèi)壁通過高溫加熱滾塑工藝進行復合,而形成的高強度防腐管道。鋼襯塑管道既有鋼管的力學性能,又有塑料的防腐蝕、耐老化、不易結垢等特性,使產(chǎn)品具有不脫層、防腐性能好、抗沖擊強度高、抗?jié)B透性好、內(nèi)襯塑層光滑平整,摩擦系數(shù)小、不易結垢,安裝方便的特點,是輸送酸、堿、鹽、有腐蝕性氣體等介質(zhì)的理想管道。在化工、電力、冶金、食品、環(huán)保等行業(yè)廣泛使用。
公司生產(chǎn)的襯塑鋼管有:鋼襯聚丙烯管(GSF·PP)、鋼襯聚氯乙烯管(GSF·PVC)、鋼襯聚乙烯管(GSF·PE)、鋼襯聚烯烴管(GSF·PO)、碳鋼管內(nèi)襯聚四氟乙烯塑料管(GSF.F4)。襯塑鋼管還具有適合范圍廣泛,各種規(guī)格齊全,生產(chǎn)工藝獨特,連接方式可靠快捷,表面防腐蝕措施完善、美觀,外層焊管壁厚設計合理,內(nèi)層塑料管的厚度合理,確保通徑,具有極好的耐腐蝕性能,節(jié)能環(huán)保。


襯塑管道應具備下述性能和技術要求:
1. 耐大氣老化性能好;
2. 化學穩(wěn)定性好;
3. 耐水性能好,吸水率小;
4.有足夠的耐熱性,確保在使用介質(zhì)溫度和氣溫下不變形、不流淌、不皺皮、不易老化;
5.耐低溫性能好,在堆放、運輸和施工后,防腐涂料不龜裂、不脫落。
洛陽鋼襯PO管道規(guī)格
【縱橫機械】是家專業(yè)研發(fā)、生產(chǎn)、銷售襯塑管道、襯塑鋼管、鋼襯PE管道、鋼襯PO管道、鋼襯PP管、鋼襯PVC管、碳鋼襯塑管、鋼襯四fu管道以及各種非標、成套系列襯塑設備的高新技術股份制企業(yè)。企業(yè)致力于環(huán)保節(jié)能新型產(chǎn)品的開發(fā)、研究與應用,專業(yè)生產(chǎn)耐磨、防腐蝕管道與設備。產(chǎn)品已覆蓋國內(nèi)三十多個省市,遠銷十多個地區(qū),受到客戶的致好評和賴
襯塑管道是種結構型的復合材料,具有鋼的優(yōu)良物理機械性能和塑膠的優(yōu)良化學性能,克服了鋼鐵不耐腐蝕、塑膠鋼性強度不足的缺點,并且可避免冷熱收縮、膨脹而脫層的弊端。襯塑管道是種結構型的復合材料,具有鋼的優(yōu)良物理機械性能和塑膠的優(yōu)良化學性能,克服了鋼鐵不耐腐蝕、塑膠鋼性強度不足的缺點,并且可避免冷熱收縮、膨脹而脫層的弊端。



縱橫機械制造(內(nèi)江市分公司)獲得多項榮譽,在 法蘭襯塑管道業(yè)內(nèi)樹立了良好的口碑,連續(xù)多年被四川內(nèi)江質(zhì)量監(jiān)督部門評為量信得過企業(yè)。 公司始終秉承“正可立身,達則濟世”的人文服務理念,堅守“實用,實惠!”的企業(yè)文化理念,以“節(jié)能、科技、環(huán)保”的生產(chǎn)原則,以“開拓、進取、求實、創(chuàng)新”的建設精神,與國內(nèi)外的同行們肩并肩,攜手公司新老用戶一起協(xié)力,共創(chuàng)明天的輝煌,建設美好家園。



襯塑管道的生產(chǎn)工藝是熱滾塑工藝,還有一種管道也叫襯塑管,但它的制作工藝是噴涂,二者的區(qū)別很大,前者的內(nèi)襯層較厚,厚度不會低于3mm,主要應用在化工行業(yè),后者的內(nèi)襯層只有不到1mm,非常的薄,主要是民用輸水管道,用在建筑行業(yè),由于名字較為相似因此被很多人誤以為二者是一種東西,其實不然,在這里向大家澄清一下,前者是化工專用鋼襯塑管道,后者是民用鍍鋅襯塑管,當然在價格上也會有很大差別。 鋼襯塑管道生產(chǎn)工藝主要流程
鋼襯塑管道流程簡圖
原材料 → 切割取料 → 修整 → 調(diào)直對眼→ 焊接 → 打磨除銹 → 分送入爐 → 自動加熱 → 智能輸料 → 旋轉滾塑 → 回爐流平 → 表面修整 → 油漆 → 標識 → 包裝 →入庫;
鋼襯塑管道文字說明
殼體半成品制作
按照公司生產(chǎn)計劃和采購計劃,購入各種符合要求的原材料,經(jīng)理化檢測后,按規(guī)定尺寸由金屬管道專用切割機取料,把初取料用數(shù)控車床修整,經(jīng)尺寸檢驗合格,利用法蘭盤精度控制檢測儀分別在直管和配件調(diào)直對眼機上進行法蘭點焊,然后按規(guī)格大小分別用自動埋弧焊和氣體保護焊焊接成殼體半成品。
打磨除銹處理
經(jīng)檢驗合格后的殼體半成品用直壓型開放式噴砂機進行內(nèi)外表面除銹處理,除銹等級達到Sa3級,再將除銹后的殼體半成品內(nèi)壁進行適度打磨,使鋼管內(nèi)壁呈毛玻璃狀,以增加滾襯時塑料和鋼管的粘接力和致密性,同時進一步除去焊渣和鐵屑、鐵銹,保證下道滾塑工序的產(chǎn)品質(zhì)量。
加熱滾塑
將經(jīng)過預處理的殼體半成品按不同規(guī)格型號分別送入自動化加熱爐加熱,利用智能電子溫控儀控制加熱升溫過程,以便殼體充分受熱,熱能控制儀顯示殼體已達到設定熱能狀態(tài)后,利用智能輸料控制器和自動定量送料機將設定的粉料送入鋼管內(nèi)壁,并在旋轉裝置中完成自動滾襯過程。
流平修整
將 步滾塑后的制成品轉入另外一臺設定溫度相對較低的自動化加熱爐,利用旋轉裝置在爐內(nèi)緩慢轉動,使粘附在鋼管內(nèi)壁表面未完全熔融的熱塑性粉料進一步融化,在逐步降溫冷卻后出爐,并對外表面進行美觀修整。
油漆包裝
對已滾塑好的成品進行規(guī)定的各種型式試驗,將檢驗合格的產(chǎn)品采用底漆、中漆、面漆三道油漆處理,并按標準標識和包裝(油漆、標識和包裝也可按客戶要求)。
鋼襯塑管道法蘭焊接注意事項:
首先:法蘭和管子之間要保持垂直狀態(tài),這一點很重要,如果不垂直結果就會導致管線歪曲,管線越長,歪曲度就越大。
其次:焊接不能有盲點,法蘭內(nèi)徑肯定要比管道外徑大,焊接過程要仔細,要全焊,不能出現(xiàn)所謂的漏點。
第三:管子兩頭的法蘭焊接時法蘭孔要對準,保持在一條線上,方便以后安裝。
第四:法蘭和管子之間的焊接縫隙要處理,進行打磨,內(nèi)外都要進行打磨,外邊是為了美觀,里邊必須要平整,否則影響襯塑效果。



江市分公司)名片")