| 產品參數 | |
|---|---|
| 產品價格 | 70 |
| 發貨期限 | 3-5 |
| 供貨總量 | 6000 |
| 運費說明 | 電議 |
| 小起訂 | 1 |
| 質量等級 | 優等 |
| 是否廠家 | 是 |
| 產品材質 | 201/304 |
| 產品品牌 | 聚宜興 |
| 發貨城市 | 山東聊城 |
| 產品產地 | 山東聊城 |
| 加工定制 | 是 |
| 可售賣地 | 全國 |
| 產品顏色 | 藍 紅 灰等 |
| 適用領域 | 橋梁 景觀 河道 交通設施 天橋 等 |
| 是否進口 | 否否 |
| 產地 | 山東 |
| 品牌 | 聚宜興 |
| 可定制 | 是 |
| 范圍 | Q345C鋼板立柱價格真實供應范圍覆蓋湖南省、長沙市、衡陽市、邵陽市、湘潭市、株洲市、張家界市、岳陽市、常德市、益陽市、懷化市、婁底市、湘西市、永州市、郴州市 北湖區、蘇仙區、桂陽縣、宜章縣、永興縣、嘉禾縣、臨武縣、汝城縣、桂東縣、安仁縣、資興市等區域。 |


復合管護欄使用的不銹鋼復合管焊接時可能會出現的問題?
不銹鋼復合管的結構有其特殊性, 從結構上看, 不銹鋼復合管(內襯) 層厚度在 1.0-3.0mm 左右, 碳鋼基層在
2.0-50mm 左右, 復層比基層長出 1-3mm,不銹鋼復合管的基層和復合層是通過內擠外壓達到緊密接觸而滿足一
定的剪切強度要求,在兩個接觸面的空間還可能存在空氣、水分和油污等雜質。
在現場不銹鋼復合管封底焊時,由于不銹鋼復合管內襯層厚度薄; 加上管子存在橢圓度, 用機加工去掉基層而保留
1-3mm 的內襯層難度很大; 不銹鋼復合管焊接時內襯層極易燒穿。
不銹鋼復合管焊接時基層與內襯層之間的雜質受熱會分解為水蒸氣和 CO2 氣體, 在熔池內產生大量氣體, 嚴重時
發生爆裂破壞熔池。
不銹鋼復合管焊接的特殊性對焊工的要求也更高, 由于內襯不銹層薄, 使本來比較難焊接的不銹鋼復合管操作更難
, 容易造成燒穿, 留有微小開放型縮口; 不銹鋼層太薄,在基層碳鋼焊接時,同樣容易造成燒穿,從而造成不銹鋼
復合管碳鋼基層的加速腐蝕。
不銹鋼復合管焊接結構的特殊性使焊接完成的不銹鋼復合管檢驗也存在更大的困難,常規的復合板焊接, 可以先焊
基層, 待基層檢驗合格后焊接過渡層, 后焊接耐蝕層, 從焊接材料和工藝參數的選擇容易保證耐蝕層的性能。而
不銹鋼復合管由于內部空間小,接觸介質的根部焊道必須先焊接, 該層焊道不可避免的受到多次加熱,其耐蝕性受
到影響。
不銹鋼復合管現場施工中不可能單獨對不銹鋼層進行檢驗, 而對全厚度的 X 射線檢驗又很難判斷缺陷的具體位置。



您的需求,是我們創造的動力;您的滿意,給予我們好的回報與獎勵。為了滿足您的需求,我們將不斷地完善,致力優良的 道路隔離護欄、不銹鋼復合管廠家、碳素復合管廠家、鍍鋅靜電噴塑護欄管廠家產品及完善的售后服務! “真誠合作”、“務實創新”、“貼心服務”、“發展共贏”是聚金屬制品(郴州市分公司)的承諾,我們愿與各界朋友攜手共進,共創未來。





fzz

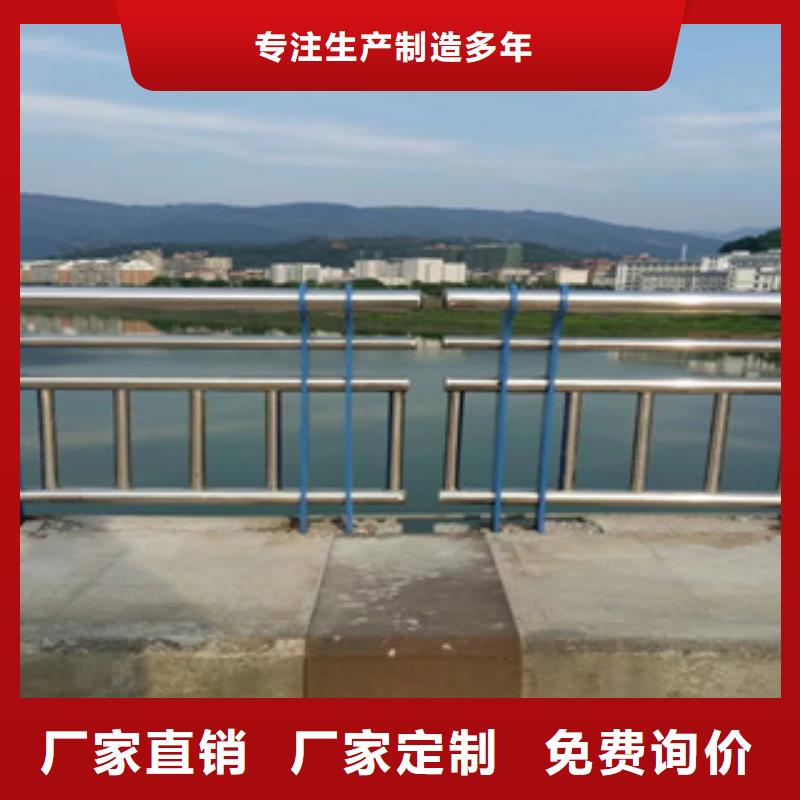
不銹鋼復合管防護欄
不銹鋼復合管在防護欄,護欄上是常常會應用的,它不論是耐磨性能還是抗腐蝕上全是較為非常好的,針對不銹鋼復
合管而言它的規定是較為嚴苛的,務必要硬實,表層有光澤度。不銹鋼復合管在生產制造上的流程是較為認真細致的
,在其中為關鍵的一個流程便是電焊焊接。電焊焊接規定的溫度,環境濕度及其焊絲,熟度全是不一樣的,要依照主
要用途開展去生產制造,促使它的特性和特點合格開展,不銹鋼復合管電焊焊接規定的技術性特性較為高,許多的老
師傅不是具有電焊焊接的工作能力的。下列是給大伙兒開展詳細介紹的有關的電焊焊接的流程供大伙兒開展參照:
1、不銹鋼復合管焊絲人間有鈦鈣型和低氫型二種。電焊焊接電流量盡可以選用直流穩壓電源,有益于抑制焊絲
泛紅和熔濃淡。鈦鈣型焊芯的焊絲不適合做全影響力電焊焊接,只合適立焊友誼角焊;低氫型焊芯的焊絲可做全影響
力電焊焊接。
2、為防止產生裂痕、凹痕、出氣孔等缺點,鈦鈣型焊芯焊接前經150-250℃風干1h,低氫型焊芯焊接前經200-
300℃風干1h。不能不如頻繁不斷風干,要不然藥皮易零落。
3、焊縫結算清潔,還防止焊絲沾上油以及它臟污,以防加上焊接碳含量并危害電焊焊接品質。
4、為防止加溫而產生晶間腐蝕,電焊焊接電流量不適合過大,一般應該比碳鋼焊條低20%上下,電孤不必太長
,虛梁快冷,以窄道焊為宜。
5、應盡可能選用短弧電焊焊接,弦長一般2-2mm,電孤太長易產生熱裂痕。
6、運條:應選用短弧急速焊,一般不同意橫著晃動,其總體目標是減少不銹鋼復合管電焊焊接發熱量和熱危害
區總寬,發展焊接抗晶間腐蝕才可以和減少熱裂痕的趨向。
7、不銹鋼復合管的焊接應沉穩采用焊絲,防止焊絲采用不妥展現熱裂痕或高溫熱處理后惹起σ相溶解,使金屬
材料老化。參考不銹鋼復合管與不一樣的鋼的焊絲挑選標準開展采用,并接受適當焊接方法。
名片")