| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 批發(fā)/噸 |
| 發(fā)貨期限 | 當(dāng)天 |
| 供貨總量 | 1808 |
| 運(yùn)費(fèi)說明 | 面談 |
| 范圍 | 上饒不銹鋼型材供應(yīng)范圍覆蓋安徽省、合肥市、馬鞍山市、蚌埠市、黃山市、阜陽市、亳州市、六安市、巢湖市、銅陵市、淮北市、淮南市、蕪湖市、安慶市、滁州市、宿州市、宣城市、池州市 潁州區(qū)、潁東區(qū)、潁泉區(qū)、臨泉縣、太和縣、阜南縣、潁上縣、界首市等區(qū)域。 |





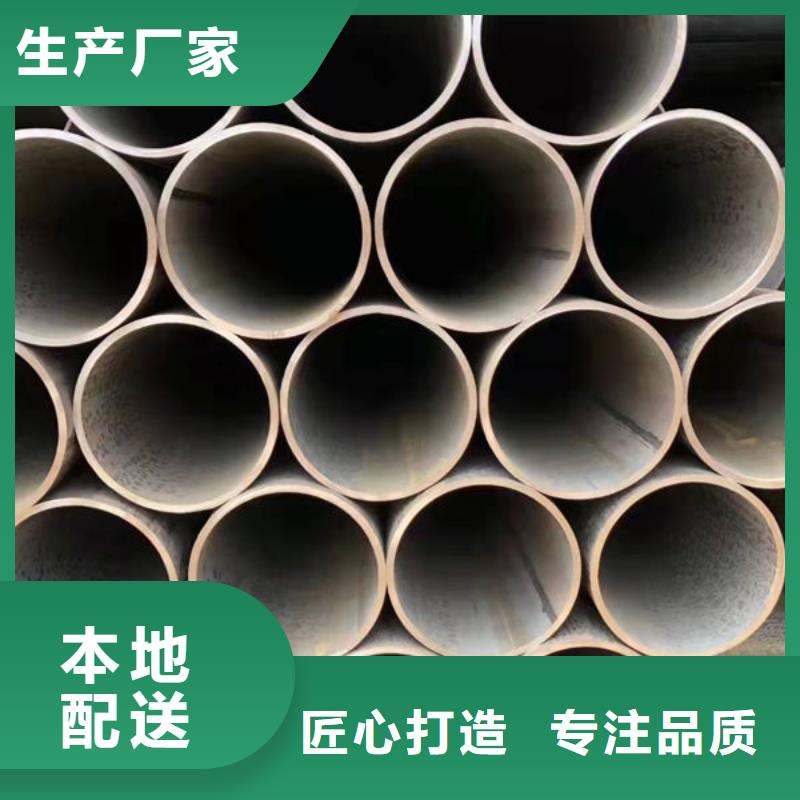
螺旋鋼管生產(chǎn)有多種執(zhí)行標(biāo)準(zhǔn),分為國標(biāo)和部標(biāo),那么GB/T3091螺旋鋼管、GB/T9711螺旋鋼管和SY/T5037螺旋鋼管有哪些區(qū)別呢?通常銷售人員都會(huì)告訴客戶壁厚有區(qū)別,部標(biāo)下差1mm,國標(biāo)下差0.5mm,其實(shí)不然。螺旋鋼管鋼材的標(biāo)準(zhǔn)是根據(jù)它的適用范圍和驗(yàn)收規(guī)定來區(qū)分的,部標(biāo)SY/T5037-2012的螺旋鋼管適用范圍是普通流體輸送管道,國標(biāo)GB/T9711-2011適用范圍是石油天然氣工業(yè)管線輸送系統(tǒng)用鋼管,而GB/T3091-2008的螺旋鋼管是用于燃?xì)狻⑺簹狻⒖諝狻⒉膳⒄羝鹊蛪毫黧w輸送管道。
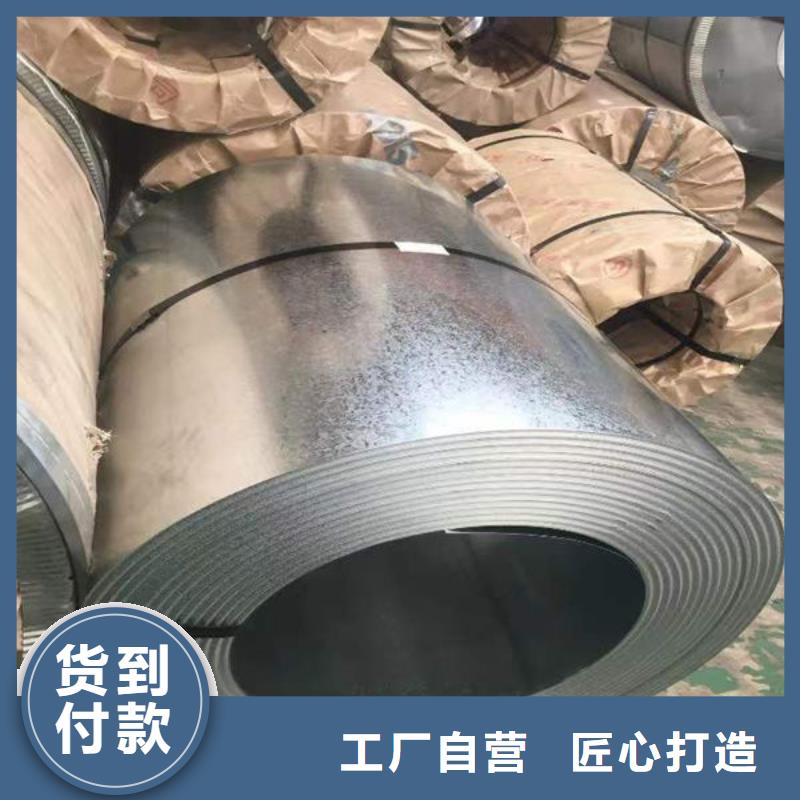
線材軋制新工藝粗軋機(jī)組、中軋機(jī)組均為短應(yīng)力線軋機(jī)呈平立交替布置每架軋機(jī)采用直流電機(jī)經(jīng)組合齒輪箱單獨(dú)傳動(dòng)立式軋機(jī)為上傳動(dòng)。這種軋機(jī)剛度大、軋制產(chǎn)品精度高、設(shè)備重量輕、換輥(換機(jī)架)時(shí)間短已成為目前世界上中小型軋機(jī)使用較多的一種主導(dǎo)機(jī)型。為改善軋件頭尾溫差大,對(duì)于奧氏體、高合金工具鋼等難變形鋼類鋼材,軋件頭尾溫差直接影響軋制過程中的變形,同時(shí)要實(shí)現(xiàn)尺寸精度高,金相組織均勻的要求,為此該軋線的中軋機(jī)組前設(shè)置電感應(yīng)加熱爐控制溫度(可補(bǔ)償100℃一200℃),充分減少鋼坯的頭尾溫差。脫頭軋制也就是粗軋機(jī)組與中軋機(jī)組間不發(fā)生連軋關(guān)系,采用脫頭軋制技術(shù)的典型特殊鋼棒線材(高速工具鋼、奧氏體、馬氏體不銹鋼、易切削鋼)。
直縫鋼管的生產(chǎn)工藝較為簡單,主要生產(chǎn)工藝為高頻焊直縫鋼管和埋弧焊直縫鋼管;直縫鋼管生產(chǎn)效率高,成本低,發(fā)展迅速,螺旋鋼管的強(qiáng)度通常高于直縫鋼管;主要生產(chǎn)工藝是埋弧焊,螺旋鋼管可以生產(chǎn)出具有相同寬度的方坯的不同直徑的焊接管,或者可以從狹窄的方坯中制造出具有較大管徑的焊接管;但是,與相同長度的直縫鋼管相比,焊接長度分別增加了30%和100%,生產(chǎn)速度降低了;因此,大口徑鋼管大多通過螺旋焊接來焊接,小口徑鋼管大多通過直縫焊接來焊接。在大口徑直縫鋼管的工業(yè)生產(chǎn)中,采用了T形焊接技術(shù),即一小部分直縫鋼管鋼材被對(duì)接連接,以滿足工程所需的長度;T形直縫鋼管的缺陷將大大增加,T形焊縫的焊接殘余應(yīng)力將更大,焊接金屬通常處于三軸應(yīng)力下,這會(huì)增加開裂的可能性;就焊接技術(shù)而言,螺旋鋼管和直縫鋼管的焊接方法是相同的,但不可避免地會(huì)出現(xiàn)大量的T形焊縫,并且T形焊縫的焊接殘余應(yīng)力非常大,因此,焊接缺陷的可能性也很大,改進(jìn)后,焊接金屬通常處于三軸應(yīng)力狀態(tài),這增加了開裂的可能性。
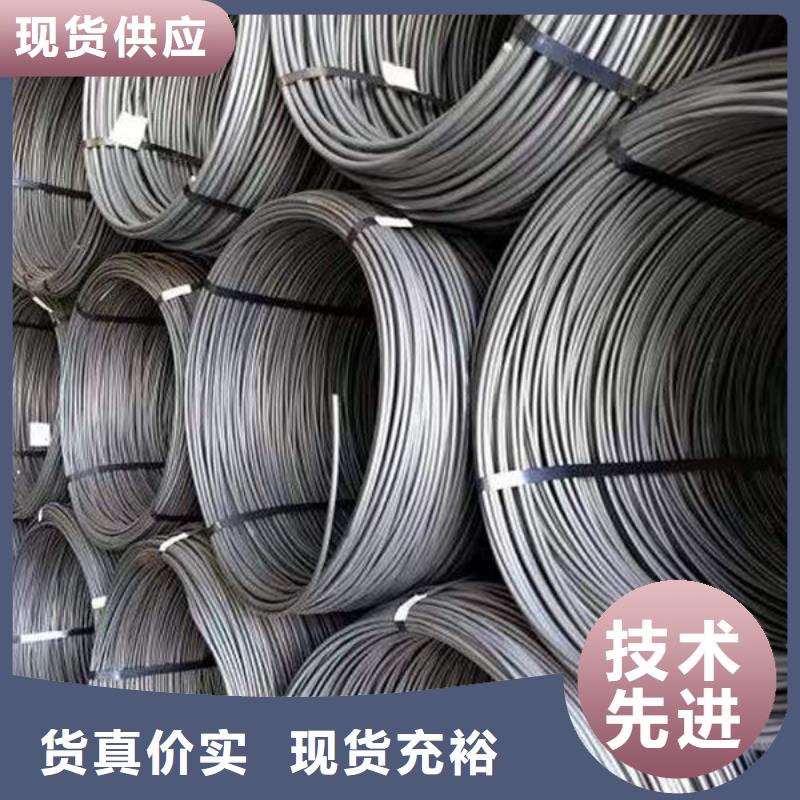
圓鋼與其它鋼筋的區(qū)別:1.外型不一樣,圓鋼外型光圓,無紋無肋,其它鋼筋表面外型有刻紋或有肋,這樣就造成圓鋼與混凝土的粘結(jié)力小,而其它鋼筋與混凝土的粘結(jié)力大。 2.成份不一樣,圓鋼(一級(jí)鋼)屬于普通低碳鋼,其它鋼筋多為合金鋼。3.強(qiáng)度不一樣,圓鋼強(qiáng)度低,其它鋼強(qiáng)度高,即直徑大小相同的圓鋼與其它鋼筋相比,圓鋼鋼材所能承受的拉力要比其它鋼筋小,但圓鋼的塑性比其它鋼筋強(qiáng),即圓鋼在被拉斷前有較大的變形,而其它鋼筋在被拉斷前的變形要小得多。
金屬材料(阜陽市分公司)名片")