| 產品參數 | |
|---|---|
| 產品價格 | 16/kg |
| 發貨期限 | 2 |
| 供貨總量 | 9999 |
| 運費說明 | 電議 |
| 小起訂 | 1 |
| 是否廠家 | 是 |
| 產品品牌 | 萬雄 |
| 加工定制 | 是 |
| 可售賣地 | 全國 |
| 范圍 | 鋼結構橋梁儲罐防銹漆技術指導供應范圍覆蓋河北省、石家莊市、唐山市、秦皇島市、邯鄲市、邢臺市、保定市、張家口市、承德市、滄州市、廊坊市、衡水市 邯山區、叢臺區、復興區、峰峰礦區、臨漳縣、成安縣、大名縣、涉縣、磁縣、肥鄉區、永年區、邱縣、雞澤縣、廣平縣、館陶縣、魏縣、曲周縣、武安市等區域。 |


邯鄲環氧防腐涂料的施工方法 1、配制方法:先將涂料徹底攪拌至桶底無沉積物,并按涂料和固化劑比例10:1(重量比)專用固化劑(冬季溫度低于10℃時,環氧工業地坪漆按涂料和固化劑比例4:1(重量比)加入冬用固化劑),充分攪拌均勻熟化10~15分鐘后使用。 作固化小試。 2、表面處理要求:涂裝金屬表面時,噴砂、拋丸除銹達到國際Sa2.5級,除油后進行必要的清理,保持表面干燥,并在4小時內涂裝,混凝土涂裝時,須在涂裝前風干至水份≤10%,且將表面清理干凈。 3、使用期限:配制好的涂料,建議在2小時左右(20℃)的時間內用完,切忌將未用完的底漆重新倒入原漆料中。 4、涂裝厚度:高壓無氣噴涂、有氣噴涂,干膜厚度約60μm左右,手工刷涂一道,干膜厚度55μm。 5、理論消耗量:如果不考慮環氧防靜電地板實際施工時的涂裝環境、涂裝方法、涂裝技術、表面狀況及結構、形狀、表面積大小等因素的影響,一般消耗底漆量約為0.2kg/㎡。 6、涂裝方式建議:為使涂層平整, 采用高壓無氣噴涂,在無高壓無氣噴涂的條件下才選擇有氣噴涂,手工涂刷作為第三種涂裝方式選用。 7、稀釋劑用量:若涂料確實太稠,可適當添加專用稀釋劑,其用量為3~10%。 8、工具清洗:可用專用稀釋劑清洗。如果環境溫度低于10℃應適當延長。 9、 一道面漆涂裝完工后,須自然固化7天后才能投入使用。 如果您在收貨、施工使用的過程中遇到問題請及時聯系我們,我們的客服會給您專業的指導。 如果收到的貨物后發現質量問題(非人為)需要退貨,經確認我們無條件接受退換貨,并與親協商。 
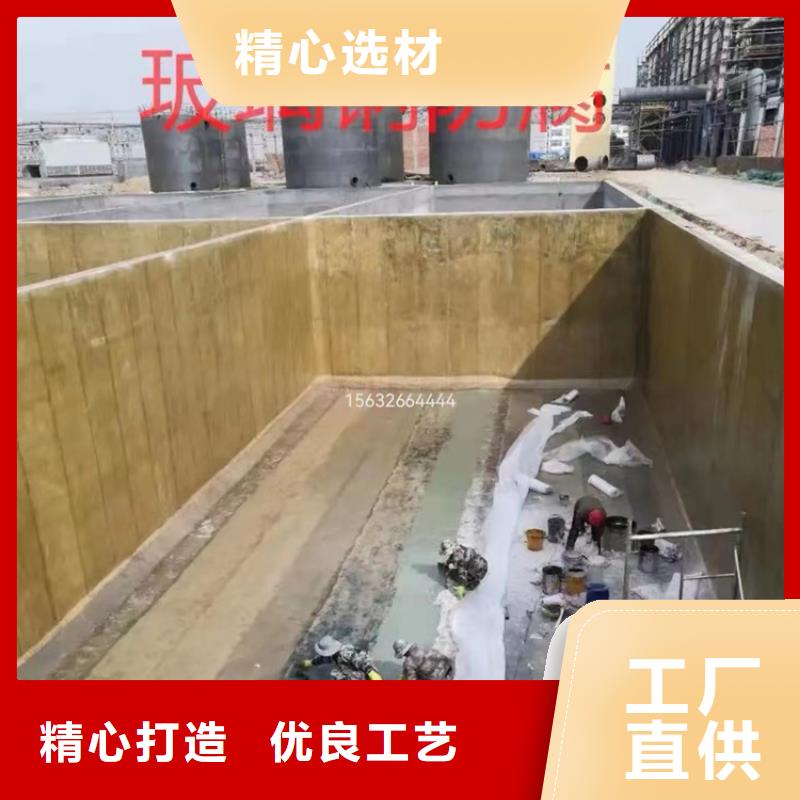
邯鄲環氧樹脂玻璃鱗片底漆施工方法 脫硫塔本體內部玻璃鱗片防腐,以及部分出口煙道防腐,為此,特編制吸收塔防腐施工方案。 主要涂層結構施工工藝流程 .1脫硫塔防腐普通涂層結構玻璃鱗片施工流程 基體驗收→表面凈化→噴砂處理→刷涂或滾涂底涂一道→干燥→鏝刮膠泥 道→檢查修補→鏝刮膠泥第二道→檢查修補 .2脫硫塔防腐玻璃鱗片FRP增強涂層施工流程 基體驗收→表面凈化處理→噴砂處理→刷涂或滾涂底涂一道→干燥→鏝刮玻璃鱗片膠泥 道→檢查修補→鏝刮玻璃鱗片膠泥第二道→樹脂襯玻纖布一層→干燥→樹脂襯玻纖布一層→干燥→面層涂裝→終檢查(電火花等)→驗收 .3脫硫塔防腐耐磨玻璃鱗片涂層施工流程 基體驗收→表面凈化處理→噴砂處理→刷涂或滾涂底涂一道→干燥—>鏝刮玻璃鱗片膠泥 道→檢查修補→鏝刮玻璃鱗片膠泥第二道→樹脂襯玻纖布一層→干燥→耐磨層一道→干燥→樹脂襯玻纖布一層→耐磨層第二道→干燥→面層涂裝→干燥→終檢查(電火花等)→驗收 、涂層施工前主要標準要求 .1表面準備5.1.1襯里鋼殼的貼襯表面必須平整,結構棱角處必須圓滑過渡,所有需內襯的橫向、縱向焊接連續飽滿,并同相接表面保持平滑。 1.2對需現場防腐的設備,按鋼結構焊接標準的要求進行焊接,并對所有內襯的拐角和邊緣進行打磨。 1.3表面上所有焊渣,采用切削的方式, 打磨至平滑。 1.4所有內、外的加固件、吊環、支撐和夾子都應在內襯施工開始前焊接到容器或管道上。臨時性的夾子或吊環等在施工前必須去除,并且將該區域打磨平滑。鋼殼體完成后,按德不準及圖紙要求進行驗收并交付防腐工作。設備貼襯表面應達到局部平整,拐角處應圓滑過渡。凸角面圓角半徑大于5mm凹角面應大于10mm.局部(包括焊接縫處)凹凸不平度應小于3mm,且通過打磨后,殼體厚度必須大于設備設計的小厚度。點蝕、裂縫、咬邊、劃痕、鱗皮等表面缺陷必須打磨,在需要的地方通過焊接加以修補,焊接必須打磨得平整、光滑,并且不能夾有夾渣、氣孔。 噴砂施工主要工藝流程 1噴砂施工 1.1砂粒選用粒徑0.5-3.0mm干燥、有菱角的礦砂。 1.2噴砂氣體為0.5-0.8Mpa清潔、干燥的壓縮空氣。 1.3噴嘴選用:耐磨噴嘴。 1.4噴砂作業穿噴砂服,工作前檢查所有管路完好暢通,才可以進行施工作業。 1.5噴砂順序為先難后易,噴槍運行方向和工件表面平行,噴槍工作時與工作面呈一定角度。 2噴砂后清潔 2.1噴砂期間用大功率的防爆軸流風機進行通風除塵。 2.2表面和架板的浮灰、砂粒先用壓縮空氣吹掃清潔。 2.3有油污處用苯乙烯擦干凈。 3工作區域氣候條件控制:T=10~40C??空氣相對濕度(RH)<89%. 各種涂層結構施工規范說明 1常規玻璃鱗片涂層結構(非FRP增強結構)。 1.1底漆施工 1.1.1底漆施工采用滾涂或刷涂,施工過程隨時檢查,流掛、漏涂等現象,用滾筒或刷子趕壓平整或補刷。 1.1.2施工過程中測試濕膜厚度,小于60Um的部位補刷。 1.1.3物料配制: (1)配制比例:漆料:引發劑:促進劑=100:1.5:0.8(重量比)(或根據氣候條件調節) (2)配制方法:用攪拌機先把底漆攪拌均勻,再加入引發劑、固化劑混合攪拌1—2分鐘; (3)專業配料員配料和記錄材料的批號、用量。 1.1.4操作要點: (1)滾涂方式為先由上下左右來回滾動,均布物料。 (2)拐角或者滾筒難以施工的部位刷涂。 (3)濕膜厚度測試每10m2不少于5點,濕膜厚度小于60um部位補涂。 1.1.5工作區域氣候條件控制:(符合標準要求) 1.2 層基層鱗片襯里施工 1.2.1施工前的確認事項: (1)濕度高或有結露時必須使用除濕機除濕。 (2)確認刷完底涂后襯里面上是否有粉層或其它異物附著等。如有,必須干凈。 1.2.2襯里材料的調和 (1)配制比例:漆料:引發劑:促進劑=100:1.0:0.5(重量比)(或根據氣候條件調節) (2)調和后用手持攪拌機進行充分的攪拌。 1.2.3襯里施工要領 (1)使用泥抹子與輥筒進行施工,確保厚度平均且達到預期要求。 (2)用輥筒蘸取少理苯乙烯輕輕滾壓涂上的鱗片,調整表面。 (3)確保每層抹的涂層平均濕膜厚度控制在0.4-0.5厘米左右。 1.3 層基層鱗片襯里中間檢查 1.3.1外觀檢查 目視,指觸檢查確認無鼓泡,傷痕、流掛痕跡、凹凸不平,硬化不良等缺陷。 1.3.2膜厚檢查 使用磁石式或電磁式厚度計按2m2測一處,確認襯里厚度。 1.3.3對不合格處的處理 (1)厚度不足處必須補足厚度。 (2)凸部,表面傷痕,流掛痕跡,氣泡等處在確保厚度的前提下用砂輪機磨平。 1.4第二層基層鱗片襯里施工(同 層類似) 依次類推,確保每道涂層平均濕膜厚度控制在0.4-0.4 m m左右。 1.5面層施工 1.5.1施工前的確認事項 (1)濕度高或有結露時必須使用除濕機除濕; (2)確認前道基層鱗片的硬化狀態。
主要組成:該產品是以特種 邯鄲環氧樹脂玻璃鱗片顏料助劑和溶劑組成的漆料為二組份;另一組份為特種環氧固化劑的雙組份自干涂料。 主要特征:漆膜硬度高; 耐酸耐堿耐水性能優異; 干燥性能超群; 高附著力良好的機械性能。 主要用途:廣泛用于冶金集裝箱各類交通車輛污水池混泥土基礎面罐體鋼板的防腐。 技術指標: 固體含量%≥92 干燥時間:表干≤8h實干≤24h 拉伸強度Mpa Ⅰ型≥3.5 Ⅱ型≥6 斷裂延伸率% Ⅰ型≥550 Ⅱ型≥450 不透水性0.3Mpa30min不透水 低溫彎折性℃≤-3.5 潮濕基面粘結強度Mpa ≥0.5 耐酸性(10%硫酸液10天):不起皺不起泡不脫落 耐堿性(10%氫氧化鈉液10天):不起皺不起泡不脫落 施工工藝: 1.基層處理:基層牢固結實平整無尖銳角。 2.配料:根據施工用量將AB組份混合攪拌器必須干燥清潔。 3.涂抹:將混合料用橡膠或塑料板均勻涂刮要求厚度一致。厚度一般為1.5-2.5mm分3-4次涂刷后次涂刷應在前次涂刷固化成膜后進行。 4.參考用量:每毫米厚的涂膜涂料使用量約1.3~1.5kg/㎡. 玻璃鱗片膠泥的工作原理詳細的解析 對于防腐的原理我們稍作了解就會發現是由分散不連續的玻璃鱗片為主要材料所構成其防腐膠泥的粘稠樹脂及相關功能性填料再經過設備混合而成的原理工藝又被稱作“ 玻璃鱗片膠泥”。 它的主要運用于煙氣系統的吸收塔凈化煙道和煙氣系統的原煙道當中。 對于垃圾焚燒煙道及溫度較高或者是氧化性各種化工介質鱗片膠泥都是用了它本身的工作原理如下是詳細的解析: 1.樹脂玻璃鱗片膠泥具有獨特的抗滲透屏障腐蝕性氣體滲透率低; 2.鱗片膠泥的良好的耐水好能夠抵擋住堿部分溶劑及其他一些特殊化學介質性能; 3.本身就有著硬化收縮小與多種基材粘接性強的性能也說明了容易局部修補; 4.它也具有著高韌性和良好的力學性能比較適應溫度驟變的環境; 5.100交聯固化讓其表面硬度高有良好的耐磨蝕性。 玻璃鱗片膠泥根據其原理我們可以對這種屏蔽效果可以在苛刻的條件下使用防止了氣泡的生成這些重要的效果都是通過和樹脂性質的密切融合所表現出來的。 措施: 遠離熱源火花明火熱表面。禁止吸煙。保持容器密閉。容器和接收設備接地連接。使用防爆電器通風照明設備。只能使用不產生火花的工具。戴防護手套防護眼睛防護面罩。 廢棄處置:本品容器的處置按照當地相關的法律法規的要求執行。 物流運輸溫馨提示: 由于涂料和油漆產品屬于液體無法發快遞只能通過物流公司進行配送。我們包郵的產品僅負責把貨品運輸到您當地的物流園需要自提貨品。如需要送貨到現場地點產生的額外費用需在下單時說明。
施工方法 邯鄲玻璃鱗片涂料施工簡單,可用刷涂、滾筒涂和高壓無氣噴涂。涂裝前必須進行表面處理,除油后用噴砂、噴丸進行去銹及粗化處理。通常用4號砂或2040目的石英砂,以57kg/cm2壓縮空氣帶動砂粒,砂粒以5070m/s速度從噴嘴中噴出,表面達SIS Sa2.5規格,噴砂后的灰塵表面無可見油脂、污垢、氧化皮、鐵銹、油漆涂層等附著物,任何殘留的痕跡僅是點狀的輕微色斑。在8小時內進行涂裝。涂裝一般在干燥天氣進行,溫度5℃以上,相對濕度85%以下。 焊縫的打磨,要求焊縫的高度不高于基體0.5mm,且與基體保證平滑過渡。 陰陽角的部位一定要保證拐角部位的圓角半徑R>5mm。 涂料涂刷:通過刷或滾動上底漆。根據現場環境溫度按照相應的比例在底漆中加入固化劑和促進劑攪拌均勻后使用(注意:促進劑和固化劑嚴禁同時加入,應當先加入促進劑攪拌均勻后再加入固化劑攪拌均勻)。 施工注意事項: 1、兩組分必須按要求比例配合,攪拌均勻后使用,用多少配多少,并在配制后8小時內用完。? 2、施工時需用的工具必須保證干燥清潔。被涂物件表面必須清洗干凈,無酸堿性,干燥。? 3、稀釋劑可用配套稀釋劑。切勿用醇酸類溶劑作稀釋劑。? 4、配漆與涂漆過程中,禁忌與水、酸、堿、醇等接觸。由于成份二極易與水,醇等物發生反應,配漆后余下的成份二的包裝桶必須蓋嚴,以免成膠變質。? 5、可以常溫自干,待漆膜完全干透后涂刷面漆。噴涂或刷涂均可。與玻璃磷片面漆配套使用。5℃以上施工。? 6、在噴砂、涂粘接劑及襯里過程中,必須保證煙道內通風良好。 7、鱗片襯里所使用材料、底涂及溶劑等均為易燃物。在襯里施工現場周圍、上方及材料倉庫應禁止吸煙和焊接、動火,并清楚地注明“嚴禁煙火” 8、涂刷底涂等時須戴上防毒面具。 9、搭建腳手架時應確保。 10、進入施工現場必須戴帽,高空作業必須使用帶。 11、噴砂時必須穿防護服。 質量檢測及修補驗收 等防腐層施工完畢并固化后,對施工過的防腐層根據設計要求進行質量檢測,檢測 分為目測、厚度檢測、檢測。當沒有達到設計要求時,需要對防腐層進行修補,修補過程與鱗片襯里的施工過程近似。 1:目測:要求防腐層表面整體均勻、平整,無漏涂,無特別明顯的不均勻狀況。:2 2:厚度檢測:通過電磁測厚儀進行厚度檢測,根據設計厚度要求進行檢測,每 平方米測3個點,要求達到襯里設計厚度的要求,當厚度達不到要求時再涂抹一層鱗片膠泥,達到設計厚度的要求,并通過厚度檢測合格后為止。 3:電火花檢測:通過電火花檢測儀對防腐層進行 檢測,當發現存在時要進行修補直至通過電火花檢測合格為止。 4、固化劑及促進劑的配比 固化劑,促進劑的加入量根據環境溫度的高低進行調整,當環境溫度較高時,則降低固化劑與促進劑的加入量;當溫度降低時則增加固化劑與促進劑的加入量。在施工前首先做一個小樣試驗決定固化劑的加入量,控制點為加入固化劑及促進劑并攪拌均勻后60分鐘左右開始固化即可。(促進劑和固化劑嚴禁同時加入,應當先加入促進劑攪拌均勻后再加入固化劑攪拌均勻)
名片")