| 產品參數 | |
|---|---|
| 產品價格 | 5.6元/kg |
| 發貨期限 | 當天發貨 |
| 供貨總量 | 88888 |
| 運費說明 | 議定 |
| 小起訂 | 5 |
| 質量等級 | 國標 |
| 是否廠家 | 廠家 |
| 產品材質 | 鑄鐵棒 |
| 產品品牌 | 億錦 |
| 產品規格 | 齊全 |
| 發貨城市 | 聊城 |
| 產品產地 | 山東 |
| 產品名稱: | 鑄鐵型材 |
| 生產工藝: | 水平連鑄 |
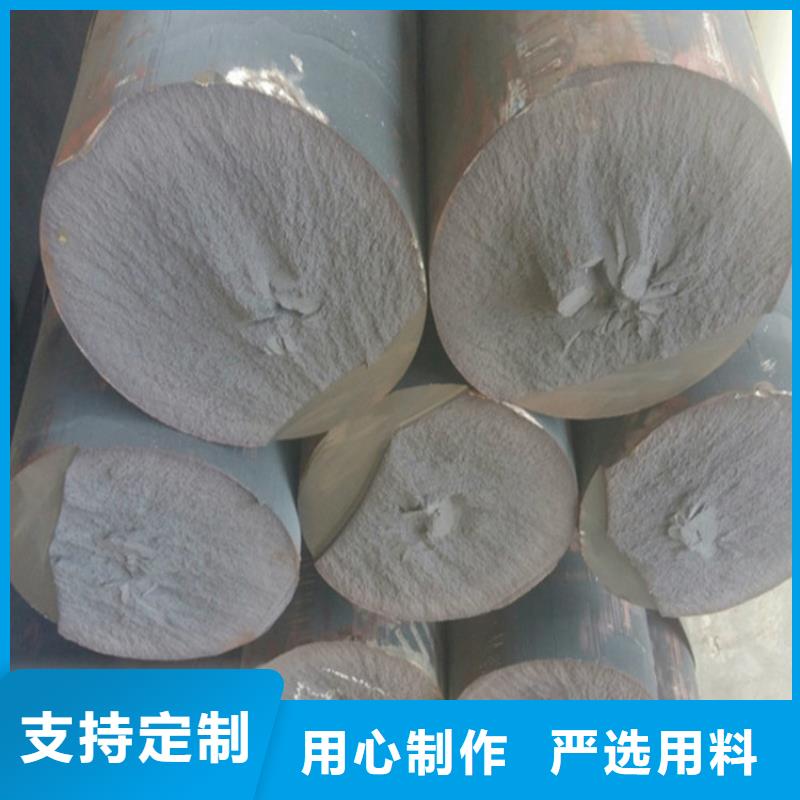
| 產品優勢: | 無氣孔/無砂眼 |
| 產品用途: | 機械加工/精密制造 |
| 產品價格: | 5.6元/公斤 |
| 范圍 | 球磨QT500-7圓鋼零售商供應范圍覆蓋安徽省、合肥市、馬鞍山市、蚌埠市、黃山市、阜陽市、亳州市、六安市、巢湖市、銅陵市、淮北市、淮南市、蕪湖市、安慶市、滁州市、宿州市、宣城市、池州市 銅官山區、獅子山區等區域。 |


目前國內廣泛使用的普通灰鑄鐵玻璃模具材料普遍存在著表面光潔差,使用壽命短的缺點。 本文的目的是通過化學成分的控制和對工藝的調整,獲得D型石墨,并對觀組織、力學性能、耐高溫性能進行研究,以提高玻璃模具的使用壽命。 對鼓肚缺陷,在鑄鐵型材的水平連鑄過程中采用反弧度法工藝,即通過新型的石墨套與引錠裝置來實現的,通過實施反弧度法工藝,鑄鐵型材的鼓肚現象得到有效。但由于在率次實驗過程中,剛開始生產鑄鐵型材時的拉拔速度比較慢、拉拔周期較長,使鑄鐵型材在結晶器的停留時間過長,導致在扁平方向上鑄鐵型材頂部略微向下凹,當拉拔參數調整合適時,下凹及鼓肚現象基本消失。 由于鑄鐵型材拉坯工藝參數控制系統具有非線性和強耦合的特點,而且無法建立數學模型,采用BP、GA-BP神經網絡算法進行拉坯工藝參數自適應整定研究。基于Matlab軟件建立以鑄造工藝參數為輸入,拉坯工藝參數為輸出的控制模型。仿真實驗表明本文建立的拉坯工藝參數GA-BP神經網絡控制模型可以用于拉坯工藝參數自適應整定,所獲得拉坯工藝參數能夠用于實際生產系統,實現高質量、率的鑄鐵型材水平連鑄拉坯生產。在此成分范圍內獲得的D型石墨鑄鐵的力學性能為:硬度HB范圍為217~2抗拉強度MPa,范圍為246~285。 通過采用澆注階梯型試樣和放置冷鐵方法,使鑄鐵獲得不同的冷卻速度,研究冷卻速度對D型石墨鑄鐵觀組織的影響。


目前球墨鑄鐵型材,灰鐵型材市場尚處于半真空地帶,沒有供應商。所以公司將安徽公司的倉庫規劃為中西部區域大的鑄鐵型材庫,以便搶得市場先機,服務更多客戶。鑄鐵是一種含碳量在2%以上的鐵碳合金。工業用鑄鐵一般含碳量為2%~4%。碳在鑄鐵中多以石墨形態存在,有時也以滲碳體形態存在。除碳外,鑄鐵中還含有1%~3%的硅,以及錳、磷、硫等元素。合金鑄鐵還含有鎳、鉻、鉬、鋁、銅、硼、釩等元素。碳、硅是影響鑄鐵顯組織和性能的主要元素。 對鼓肚缺陷,在鑄鐵型材的水平連鑄過程中采用反弧度法工藝,即通過新型的石墨套與引錠裝置來實現的,通過實施反弧度法工藝,鑄鐵型材的鼓肚現象得到有效。但由于在率次實驗過程中,剛開始生產鑄鐵型材時的拉拔速度比較慢、拉拔周期較長,使鑄鐵型材在結晶器的停留時間過長,導致在扁平方向上鑄鐵型材頂部略微向下凹,當拉拔參數調整合適時,下凹及鼓肚現象基本消失。 為了延遲球化反應時間,增強球化和孕育效果,要在球化劑和孕育劑的上面覆蓋一層鐵屑。球化處理的方法較多, 一般采用三角試樣。澆注三角試樣,冷至暗紅色,淬水冷卻,砸斷后觀察斷口。斷口銀白色, 白口,中心有疏松,兩側凹縮同時砸斷時有電石氣味敲擊聲和鋼相似則球化良好否則球化不良。 采用水平連鑄和封閉結晶器的工藝使型材表面質量好,尺寸精度高,無夾砂、夾渣、氣孔、縮孔等鑄造缺陷,加工成品率高于砂鑄件。
名片")