
以下是:湖南省永州市異型管_常年生產的產品參數
范圍 異型管_常年生產供應范圍覆蓋湖南省 永州市 長沙市、衡陽市、邵陽市、湘潭市、株洲市、張家界市、岳陽市、常德市、益陽市、懷化市、婁底市、湘西市、郴州市 零陵區、冷水灘區、祁陽市、東安縣、雙牌縣、道縣、江永縣、寧遠縣、藍山縣、新田縣等區域。 【千鶴】為客戶提供多樣化產品,包括衡陽精密管質量不佳盡管來找我、株洲精密管嚴格把控質量、岳陽精密管用心細節、常德精密管免費寄樣、益陽精密管庫存量大、懷化精密管精挑細選好貨、湘西精密管優選好材鑄造好品質、東安精密管售后無憂、新田精密管優良工藝等,適配多元場景需求。在湖南省永州市采買異型管_常年生產到千鶴鋼管(永州市分公司),無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。聯系人:賀經理,地址:《經濟開發區》。 湖南省,永州市 2022年,永州市實現地區生產總值2410.28億元,同比增長5.1%。
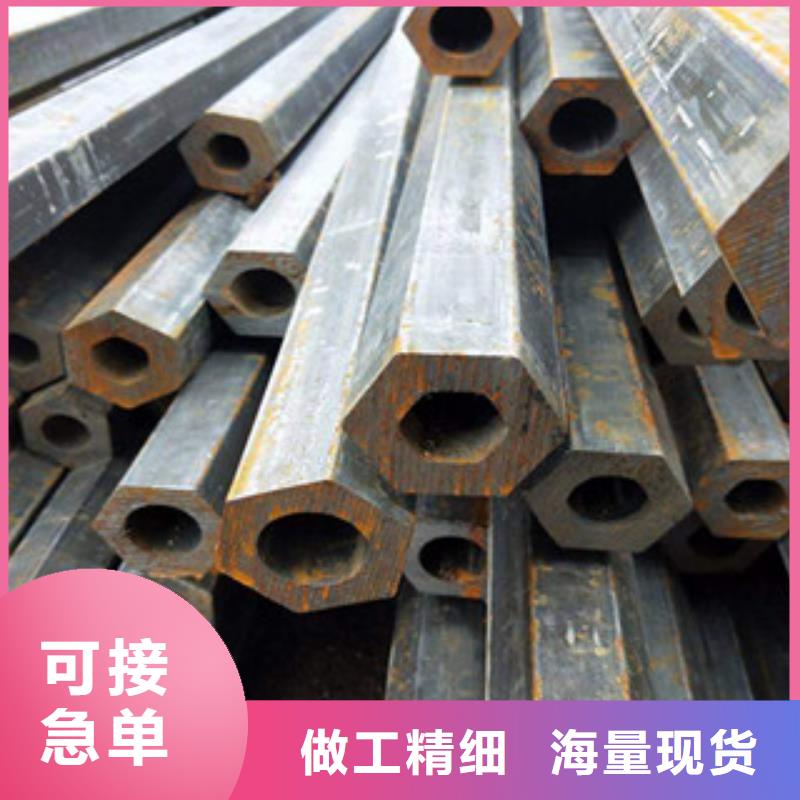
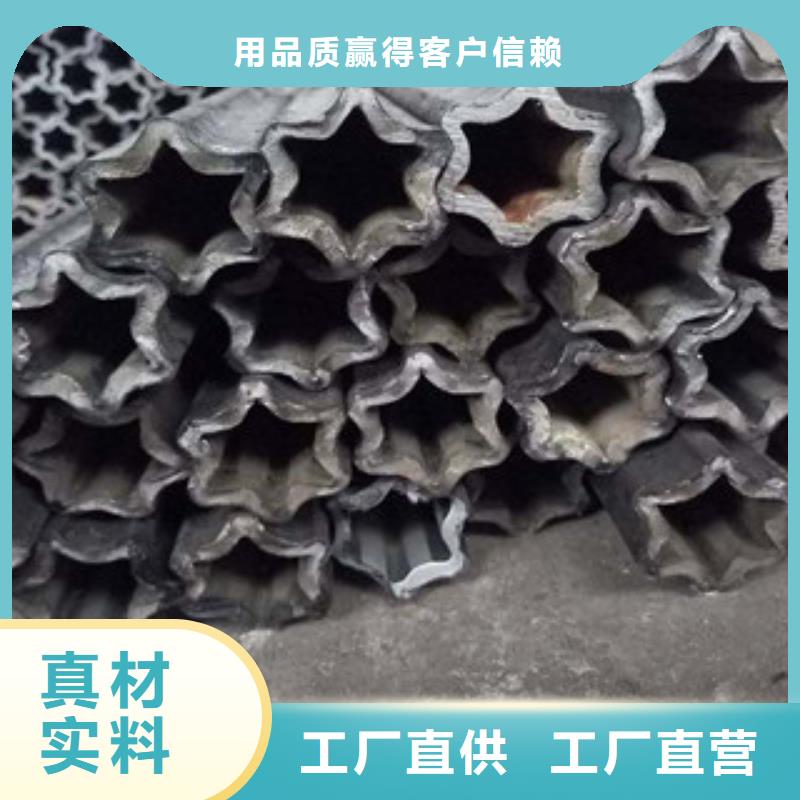
想要更直觀地感受異型管_常年生產產品的魅力嗎?那就趕緊點擊視頻,開啟你的采購之旅吧!以下是:湖南永州異型管_常年生產的圖文介紹
要異型管焊縫氣孔的產生,我們建議采取以下措施:(一)焊劑厚度,焊劑的聚集厚度通常為25-45mm,焊劑顆粒度大、密度小時聚集厚度取大值,反之取小值。大電流、低焊速聚集厚度取大值,反之取小值。另外高溫天氣或周圍濕度大時,使用的焊劑應烘干后再利用;(二)鋼板板邊處置,鋼板板邊應設置鐵銹和毛刺掃除裝置,以避免產生氣孔的可能。掃除裝置的位置好安置在銑邊機和圓盤剪后,裝置的布局是一邊2個上下位置可調解間隙的自動鋼絲輪,上下壓緊板邊;(三)減小次級磁場,為了避免磁偏吹的影響,應使工件上焊接電纜的毗連位置盡可能遠離焊接終端,防止焊接電纜在異型管上發生次級磁場;(四)元素參與,焊接含有適量的CaF2和SiO2時,會反向吸取大量的H2,產生穩固性很高且不溶于液態金屬的HF,從而可以防備氫氣孔的形成;(五)成型工藝,當低落焊接速率或增大電流,從而使得焊縫熔池金屬的結晶速率,以便于氣體逸出,同時要是異型管帶鋼遞送位置不穩固,應實時進行調解,杜絕通過微調前橋或后橋維持成型,造成氣體逸出困難;(六)鋼板外貌處置,為防止開卷矯平脫落的氧化鐵皮等雜物進入成型工序,應設置板面排除裝置;(七)焊縫形貌,異型管焊縫的成型系數過小,焊縫的形狀窄而深,氣體和混合物不容易浮出,易形成氣孔和夾渣。通常焊縫成型系數控制在1.3-1.5,聲測管取大值,薄壁取小值。
防止異型管轉爐噴濺的六個方法:異型管轉爐噴濺產生的原因有以下三個:(一)當渣中TFe含量過低,熔渣粘稠,熔池被氧流吹開后熔渣不能及時返回覆蓋液面,CO氣體的排出帶著金屬液滴飛出爐口,形成金屬噴濺。熔渣返干也會產生金屬噴濺。可見,形成金屬噴濺的一些原因與爆發性噴濺正好相反。(二)熔池內碳氧反應不均衡發展,瞬時產生大量的CO氣體,這是發生爆發性噴濺的根本原因。由于操作上的原因,熔池驟然受到冷卻,抑制了正在激烈進行的碳氧反應;當熔池溫度再度升高到一定程度,碳氧反應重新以更猛烈的速度進行,瞬間排出大量具有巨大能量的CO氣體從爐口排出,同時還挾帶著一定量的鋼水和熔渣,形成了較大的噴濺。(三)除了碳的氧化不均衡外,還有如爐容比、渣量、爐渣泡沫化程度等因素也會引起噴濺。在鐵水Si、P含量較高時,渣中SiO2、P2O5含量也高,渣量較大再加上熔渣中TFe含量較高,其表面張力降低,阻礙著CO氣體通暢排出,因而渣層膨脹增厚,嚴重時能夠上漲到爐口。此時只要有一個不大的推力,熔渣就會從爐口噴出,熔渣所夾帶的金屬液也隨之而出,形成噴濺。同時泡沫渣對熔池液面覆蓋良好,對氣體的排出有阻礙作用。嚴重的泡沫渣可能導致爐口溢渣。
焊接異型管應該注意的六點事項:現在有很多焊接異型管的地方,花費也會高一些,那么,如果是自己焊接異型管的話,應該注意哪些東西?下面重點說出六點來,詳細說出異型管焊接所需要的六點注意事項。希望能夠幫助到大家(一)檢查水、電、氣是否接通,并按要求全部連接好,不能松動。水、電、氣都是異型管焊接過程中的危險因素,所以在焊前一定要檢查好。(二)使用相關工具清潔母材表面,即用刷子或砂紙徹底母材表面水、油、氧化物等雜質,以保證焊接質量。(三)要注意異型管焊接工作場所的清理,不能有易燃、易爆物,采取避風措施等。(四)認真檢查焊機的接線是否符合要求,電線質量問題是容易引發事故的因素,所以一定不能掉以輕心。(五)對異型管母材進行焊前檢查,因為這直接關系著焊接效果,所以是很在必要的。(六)重要焊接結構要采用化學清洗法進行清潔。可簡單地采用丙酮或燒堿硫酸等清洗其表面的水、油、高熔點氧化膜、氧化物等污染物。
焊接異型管之前需要注意的事項;現如今,異型管已經成為了家庭中,設備中非常常見的一款管道,那么,在焊接異型管之前,需要注意哪些問題?下面總結出六點來。希望大家能夠仔細閱讀。(一)檢查水、電、氣是否接通,并按要求全部連接好,不能松動。水、電、氣都是異型管焊接過程中的危險因素,所以在焊前一定要檢查好。(二)使用相關工具清潔母材表面,即用刷子或砂紙徹底母材表面水、油、氧化物等雜質,以保證焊接質量。(三)要注意異型管焊接工作場所的清理,不能有易燃、易爆物,采取避風措施等。(四)認真檢查焊機的接線是否符合要求,電線質量問題是容易引發事故的因素,所以一定不能掉以輕心。(五)對異型管母材進行焊前檢查,因為這直接關系著焊接效果,所以是很在必要的。(六)重要焊接結構要采用化學清洗法進行清潔。可簡單地采用丙酮或燒堿硫酸等清洗其表面的水、油、高熔點氧化膜、氧化物等污染物。
我們公司是一家專業研發、銷售和生產 精密管。公司以創新產品和高端技術應用為導向,不斷提供高品質產品和超值客戶服務。公司研發生產的產品包括: 精密管,得到了客戶的一致認可,同時也為公司樹立了良好的品牌形象,擁有了較好的知名度。 經營理念:凝聚科技創新力量,創造美好明天。
影響異型管脫磷的十點因素:脫磷的有利條件是高堿度、氧化性強和流動性良好的爐渣,以及較低的溫度。而影響異型管脫磷的因素主要有以下十點:(一)增加爐渣中氧化鐵含量,可加速石灰的渣化和改善熔渣的流動性,有利于脫磷反應;(二)當爐渣堿度較高和氧化鐵含量較高時,都會使脫磷效果提高,但應指出爐渣堿度過高時,由于爐渣變稠,反而會使脫磷效果降低;(三)當爐渣中氧化鐵含量過多時,由于其對爐渣的“稀釋”作用,也會使脫磷效果降低;(四)鋼液中有較多的磷進入爐渣中,隨著爐溫升高,磷的分配比降低,即會發生反磷現象;(五)爐溫過低,不利于石灰的渣化,并影響熔渣流動性,也阻礙脫磷反應的進行;(六)當控制鋼液溫度在1550-1580℃,爐渣堿度R=3左右,其流動性良好時,磷的分配比高,脫磷效果顯著;(七)若原料中磷含量高,好是采用爐外脫磷處理;也可采用雙渣操作,或適當的加大渣量;(八)當前采用濺渣護爐技術,爐渣中MgO含量較高,要注意調整好熔渣流動性,否則對異型管脫磷也有影響;(九)脫磷是鋼-渣界面反應,因此具有良好流動性的熔渣,進行充分的熔池攪動,會加速脫磷反應,提高脫磷效率。(十)為了保證異型管鋼液的含磷量不超過規格要求,應將氧化期末含磷量作為扒除氧化渣開始還原的條件之一。一般規定,鋼液含磷量低一半以上,才可以扒除氧化渣進行還原。
聯系人:賀經理,電話:【18864897226】,千鶴鋼管(永州市分公司)在湖南省永州市本地專業從事異型管_常年生產,湖南省永州市各個縣市以及周邊湖南省 永州市 長沙市、衡陽市、邵陽市、湘潭市、株洲市、張家界市、岳陽市、常德市、益陽市、懷化市、婁底市、湘西市、郴州市 零陵區、冷水灘區、祁陽市、東安縣、雙牌縣、道縣、江永縣、寧遠縣、藍山縣、新田縣城市均可提供送貨上門服務!















