| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價格 | 電議 |
| 發(fā)貨期限 | 雙方協(xié)商 |
| 供貨總量 | 按訂單生產(chǎn) |
| 運費說明 | 5天發(fā)貨 |
| 廠家/產(chǎn)地 | 縱橫機械/洛陽 |
| 主要材料 | 碳鋼20# |
| 襯里材料 | 塑料粉未 |
| 襯里厚度 | 4-10mm |
| 產(chǎn)品規(guī)格 | 按要求訂做 |
| 生產(chǎn)工藝 | 熱滾塑工藝 |
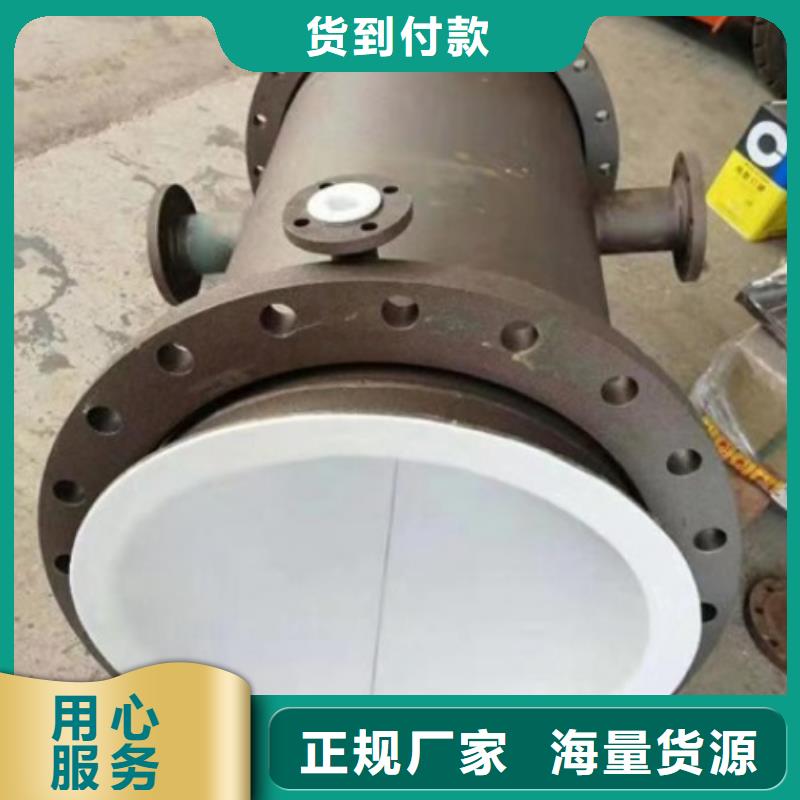
| 連接方式 | 法蘭連接 |
| 適用溫度 | -60~100℃ |
| 適用壓力 | -0.07 M Pa ~ 2.5 M Pa |
| 檢測電壓 | 5KV-30KV |
| 執(zhí)行標準 | HG20536-93 |
| 應(yīng)用領(lǐng)域 | 化工、環(huán)保、冶煉、電力等行業(yè) |
| 范圍 | 鋼內(nèi)襯PO管道供應(yīng)范圍覆蓋云南省 昆明市、玉溪市、麗江市、普洱市、曲靖市、保山市、昭通市、臨滄市、文山市、西雙版納市、紅河市、大理市、德宏市、楚雄市、怒江市、迪慶市等區(qū)域。 |
襯PO管道")
襯PO管道")
硫酸液堿液管道用防腐襯塑管道適用性強
四川化工廠因工藝要求,硫酸和液堿都通過管道直接投加到管道混合器上,這就存在部分管道同時走硫酸和液堿,硫酸30%,常溫,液堿30%,常溫;那么現(xiàn)在擺在工程技術(shù)部和采購部的一個問題就是如何選擇襯塑鋼管材質(zhì)問題,
1、硫酸和液堿管道都用的鋼襯塑管道可以嗎?
2、混合段管道和混合器用UPVC的可以嗎?
安排技術(shù)人員到現(xiàn)場查看,主管道走的是水,硫酸稀釋到水中,液堿稀釋到水中都得放熱,還有酸堿反應(yīng)放熱 這些都是我們在管道選材方面應(yīng)注意和考慮的問題,那么這段材質(zhì)應(yīng)該選什么比較經(jīng)濟,還能夠長期有效的運行呢?
客觀來講30%硫酸就不產(chǎn)生稀釋熱了,酸堿中和還是產(chǎn)生熱量的,溫升根據(jù)你的酸堿量決定。稀硫酸和液堿使用UPVC的管道沒有問題,不過保險起見壓力等級要提一級;條件允許還是鋼襯PP,PO也就是電廠化工廠常用的襯塑鋼管或4F的性更高。混合器比較經(jīng)濟的選擇玻璃鋼混合器,DN80的幾百元;性高的選擇鋼襯四氟的,DN80的4千元左右。當然316L的也行。管道一定要選擇好產(chǎn)品材質(zhì)和生產(chǎn)廠家,這樣子質(zhì)量才有保障!
襯PO管道")
襯PO管道")
襯PO管道")
縱橫機械制造(云南省分公司)自成立以來便堅持以質(zhì)量為生命,以服務(wù)為保障,以客戶滿意為目標,現(xiàn)已與全國多個城市 法蘭襯塑管道產(chǎn)品經(jīng)銷商建立了合作關(guān)系。我公司將繼續(xù)秉承“顧客至上,銳意進取”的經(jīng)營理念,堅持“客戶至上”的原則為廣大客戶提供更好的服務(wù)。歡迎您前來參觀咨詢!
襯PO管道")
襯PO管道")
防腐襯塑管道是硫酸放酸管道的正確選擇
在硫酸行業(yè),能用于濃酸輸送的管材較多,有襯里管也就是襯塑鋼管、也有價廉的鑄鐵管。閥門有襯里的,也有不銹鋼的。但是經(jīng)常不被人重視的就是放酸管道及閥門材質(zhì)的選擇,這是為什么呢?
放酸管道內(nèi)平時僅積有少部分酸,管道不是全充滿的,容易出現(xiàn)集中腐蝕。由于有空氣進入,腐蝕速度加快。我廠放酸管道為鑄鐵管、閥門為不銹鋼球閥,經(jīng)常出現(xiàn)管道腐蝕穿孔,不銹鋼球閥也出現(xiàn)腐蝕!
這種情況出現(xiàn)的比較多,是個跑冒滴露的隱患;放酸管道一定要設(shè)計有坡度,使放下來的酸能順利流至地下槽,盡量減少管道積酸的情況出現(xiàn)。采用襯里閥門和管道也是個好辦法。
鑒于上述情況,彈指建議要將放酸管道和閥門改為襯里結(jié)構(gòu)。
濃硫酸管道熱酸可用襯F46或F4,冷酸管道一般采用鑄鐵或襯塑管道均可滿足要求,但需將管道敷設(shè)需有一定的坡度,控制閥一般來說用不銹鋼球閥或塑料球閥就可以,熱酸用襯F46或F4球閥較。當然不管選用哪種管道都需要找一個譽好專業(yè)的襯塑管道廠家,這樣子做出來的襯塑管件質(zhì)量才有保障,性價比高。
襯PO管道")
襯PO管道")
襯PO管道")
碳鋼襯塑復(fù)合管的表面制作對焊接的要求
1.在外部鋼管的轉(zhuǎn)角和接管部位是焊接難度高的,此部位要應(yīng)盡量保證焊接要求。保證焊縫達到飽滿狀態(tài),并將其細致打磨成鈍角,形成圓弧過渡,焊接部位不得有毛刺和棱角現(xiàn)象。
2.在角焊縫的圓角部位,焊角部位,其焊角高度應(yīng)大于5mm,一般凸出角應(yīng)大于或等于3mm,內(nèi)角應(yīng)大于或等于10mm.
3.在清理組對卡具時,嚴禁損傷基體母材。施焊過程中嚴禁在基體母材上引弧。
4.在對復(fù)合管道的殼體進行焊接時,好采用雙面對焊的焊接方法。這就要求我們工人的技術(shù)水平,焊縫要平整(磨平或圓滑過渡)、無氣孔、焊廇和夾渣現(xiàn)象,且焊縫的高度不得大于2mm。在焊接完成后,還要徹底焊接帶來的飛濺物。
5.鋼管在焊接的時候必須采用連續(xù)焊,且焊縫不得出現(xiàn)裂縫或連續(xù)咬邊的情況,咬肉深度不能超過0.5mm。
碳鋼襯塑復(fù)合管在生產(chǎn)時要注意哪些事項:
一、不得有鐵銹、木塊、紙屑等有害雜質(zhì),必要時需過篩。
二、管道長度在500mm以上的需在襯塑防腐設(shè)備滾動輥上襯塑,到溫度達到襯塑溫度即可加料。
三、加料前應(yīng)先把法蘭密封面成型工裝加緊在法蘭上,加料采用專用加料管,加料應(yīng)均勻一致。在停車情況下加料,加料后立即轉(zhuǎn)動。
四、襯塑時間一般為2~15分鐘,一般管徑越大、壁厚越大時間越長,DN150以下控制在5分鐘以內(nèi)。
五、襯塑防腐設(shè)備的滾動輥圓周速度宜控制在40轉(zhuǎn)/分以內(nèi),但不低于2轉(zhuǎn)/分,一般管徑越大速度越慢。
六、停轉(zhuǎn)時,卸下密封面工裝后次找平并冷卻塑層,直至密封面光亮,光滑,凝固。冷卻時必須轉(zhuǎn)動,防止可能因溫度局部過高而流淌影響使用及美觀。
七、襯塑防腐設(shè)備的法蘭拐角等較厚地方可采取濕布、噴霧等方法在外部快速降溫。局部降溫速度不宜太快,冷卻水等不得接觸襯層,防止襯層收縮過大,引起分層或剝離。時間一般不超過2min,且滾動架上轉(zhuǎn)速應(yīng)低于30轉(zhuǎn)/分。
八、表面稍粗糙或平面度稍起伏,可用火焰或加熱爐均勻加熱,但避免因局部溫度過高或燃燒而成黃色。
襯PO管道")
襯PO管道")
襯PO管道")
名片")