
以下是:云南省玉溪市FCD500-7鑄鐵圓鋼貨源的產品參數
產品參數 發貨期限 議定 供貨總量 999999 運費說明 當天發貨 產品名稱: 鑄鐵型材 生產工藝: 水平連鑄 產品優勢: 無氣孔 砂眼 無夾雜 產地: 山東 產品用途: 機械加工/精密制造 產品價格: 議價 范圍 FCD500-7鑄鐵圓鋼貨源供應范圍覆蓋云南省 玉溪市 昆明市、麗江市、普洱市、曲靖市、保山市、昭通市、臨滄市、文山市、西雙版納市、紅河市、大理市、德宏市、楚雄市、怒江市、迪慶市 紅塔區、江川區、澄江市、通海縣、華寧縣、易門縣等區域。 【億錦天澤】持續拓展產品矩陣,現有麗江灰口鑄鐵棒設計制造銷售服務一體、臨滄灰口鑄鐵棒供應商、西雙版納灰口鑄鐵棒規格型號全、怒江灰口鑄鐵棒當地廠家值得信賴、江川灰口鑄鐵棒快捷物流、華寧灰口鑄鐵棒廠家直營等,滿足不同場景需求。FCD500-7鑄鐵圓鋼貨源_億錦天澤鋼鐵(玉溪市分公司),聯系人:邢濤,開發區鳳凰工業園 發貨到 云南省 玉溪市 昆明市、麗江市、普洱市、曲靖市、保山市、昭通市、臨滄市、文山市、西雙版納市、紅河市、大理市、德宏市、楚雄市、怒江市、迪慶市 紅塔區、江川區、澄江市、通海縣、華寧縣、易門縣。 云南省,玉溪市 玉溪市,云南省轄地級市,位于云南省中部,地理坐標處于北緯23°19′至24°53′、東經101°16′至103°09′之間。北接省會昆明市,西南連普洱市,東南鄰紅河哈尼族彝族自治州,西北靠楚雄彝族自治州,玉溪市面積約1.5萬平方千米轄2區、1市、3縣及3個民族自治縣,市委、市政府駐紅塔區。截至2022年末,玉溪市常住人口227.8萬人。
精心打磨的產品視頻已準備就緒,它將帶您深入FCD500-7鑄鐵圓鋼貨源的魅力世界,讓您重新發現產品的無限可能。
以下是:云南玉溪FCD500-7鑄鐵圓鋼貨源的圖文介紹
澆注溫度為1450℃,可以獲得優質無缺陷的模具鑄件,模擬結果與實際結果相吻合。 采用本研究所開發的新型度球墨鑄鐵材料,在消失模工藝下研制了多種中大型沖壓件模具,經試驗驗證具有良好的機械性能,抗拉強度大于710MPa,硬度可達230-280HB,延伸率可達3-5%,基體中珠光體含量大于90%,經無損探傷測試,模具鑄件無縮孔,符合中大型沖壓件模具的性能要求。
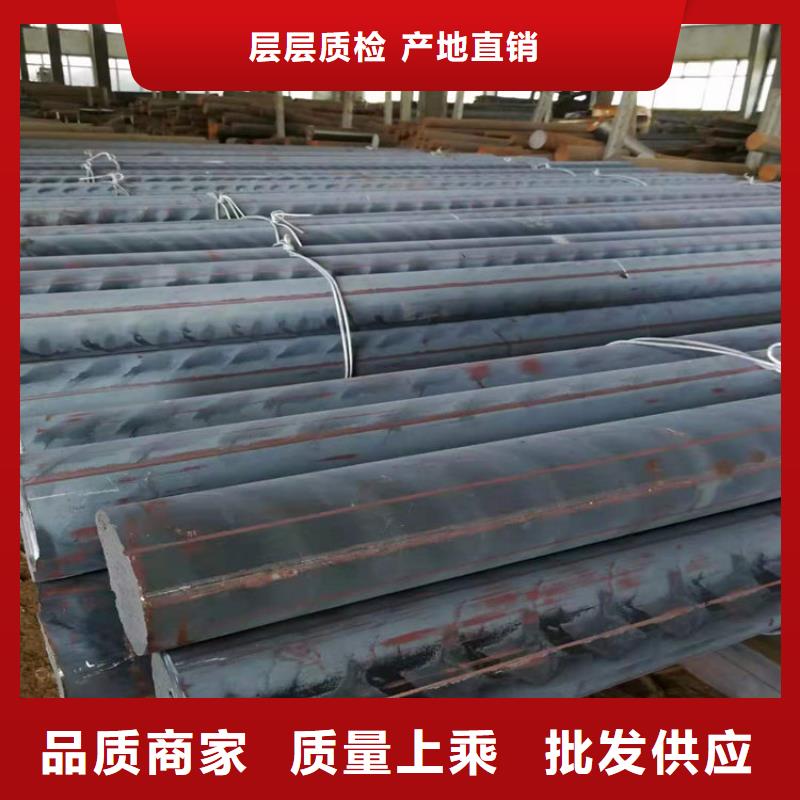
毛坯尺寸精度高,環保特性好,鑄造效率高等特點,開創了消失模鑄造工藝新的應用領域。對鼓肚缺陷,在鑄鐵型材的水平連鑄過程中采用反弧度法工藝,即通過新型的石墨套與引錠裝置來實現的,通過實施反弧度法工藝,鑄鐵型材的鼓肚現象得到有效。但由于在率次實驗過程中,剛開始生產鑄鐵型材時的拉拔速度比較慢、拉拔周期較長,使鑄鐵型材在結晶器的停留時間過長,導致在扁平方向上鑄鐵型材頂部略微向下凹,當拉拔參數調整合適時,下凹及鼓肚現象基本消失。
反弧度法工藝制各的鑄鐵型材組織更為均勻,力學性能更為優良。與實施反弧度法之前的鑄鐵型材相比,實施反弧度法之后的鑄鐵型材硬度得到提高,組織更為均勻,并且其抗拉強度指標高于鑄鐵型材標準(JBT10854-2008水平連續鑄造鑄鐵型材)低性能要求。同時,伸長率指標均超過LZQT500-7規定的指標。與拉伸性能結果類似,反弧度法試樣的抗壓強度高于未實施反弧度法試樣的抗拉強度。很高的抗拉強度及鑄鐵特有的優良的鑄造性,耐磨性,抗疲勞性及經濟性等優點廣泛應用于機械制造工業的各種零部件。本文針對公司球墨鑄鐵件切削加工中存在的問題(如進排氣管過程中產生的毛刺),通過有限元建模分析和切削試驗,探索球墨鑄鐵切削過程中切削毛刺的形成機理,并進一步探索球墨鑄鐵的切削性能,為提高產品質量,降低切削成本提供工藝指導。 本文首先基于有限元建模,對球墨鑄鐵的銑削過程進行了仿真分析。球墨鑄鐵以其良好的抗沖擊性仿真表明球墨鑄鐵銑削過程等效應變和溫度具有相似的分布規律。切削毛刺仿真表明,毛刺形成過程中,溫度逐漸升高,毛刺的大小與溫度升高的持續時間相關。
云南玉溪億錦天澤鋼鐵有限公司在“品質,信譽,客戶至上”的價值觀引導下,以“激勵創新、追求卓越、倡導共贏”為企業精神,力爭成為具有競爭力的 灰口鑄鐵棒創新企業!
目前,本公司生產的 灰口鑄鐵棒,已遠銷國內外市場, 灰口鑄鐵棒產品供不應求,深受廣大用戶好評。
石墨球變化較小,熱等靜壓處理通過影響材料基體組織進而影響到材料的力學性能,在熱等靜壓處理后材料的綜合性能的到了明顯的提高,尤其表現在疲勞性能和沖擊性能方面,熱等靜壓處理后進口球鐵材料的疲勞性能提高約20%而國產球鐵疲勞性能提高約70%~,即國產球鐵在通過熱等靜壓處理提高疲勞性能方面較進口球鐵材料具有更大的潛力,而熱等靜壓處理后進口球鐵沖擊性能提高以上,優于國產球鐵材料在沖擊性能方面的改善效果。
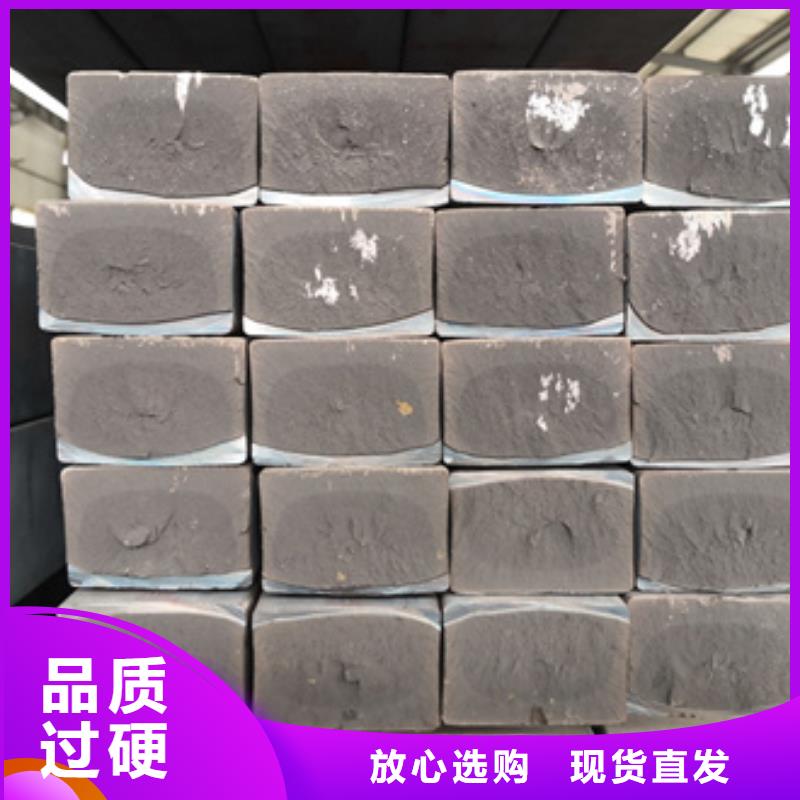
對鼓肚缺陷,在鑄鐵型材的水平連鑄過程中采用反弧度法工藝,即通過新型的石墨套與引錠裝置來實現的,通過實施反弧度法工藝,鑄鐵型材的鼓肚現象得到有效。但由于在率次實驗過程中,剛開始生產鑄鐵型材時的拉拔速度比較慢、拉拔周期較長,使鑄鐵型材在結晶器的停留時間過長,導致在扁平方向上鑄鐵型材頂部略微向下凹,當拉拔參數調整合適時,下凹及鼓肚現象基本消失。
反弧度法工藝制各的鑄鐵型材組織更為均勻,力學性能更為優良。與實施反弧度法之前的鑄鐵型材相比,實施反弧度法之后的鑄鐵型材硬度得到提高,組織更為均勻,并且其抗拉強度指標高于鑄鐵型材標準(JBT10854-2008水平連續鑄造鑄鐵型材)低性能要求。同時,伸長率指標均超過LZQT500-7規定的指標。與拉伸性能結果類似,反弧度法試樣的抗壓強度高于未實施反弧度法試樣的抗拉強度。但并非線性關系。總之,合理的熱等靜壓處理工藝能在一定程度上改善材料的綜合力學性能,因此,尋求更加合理的熱等靜壓處理工藝有很大的現實意義。
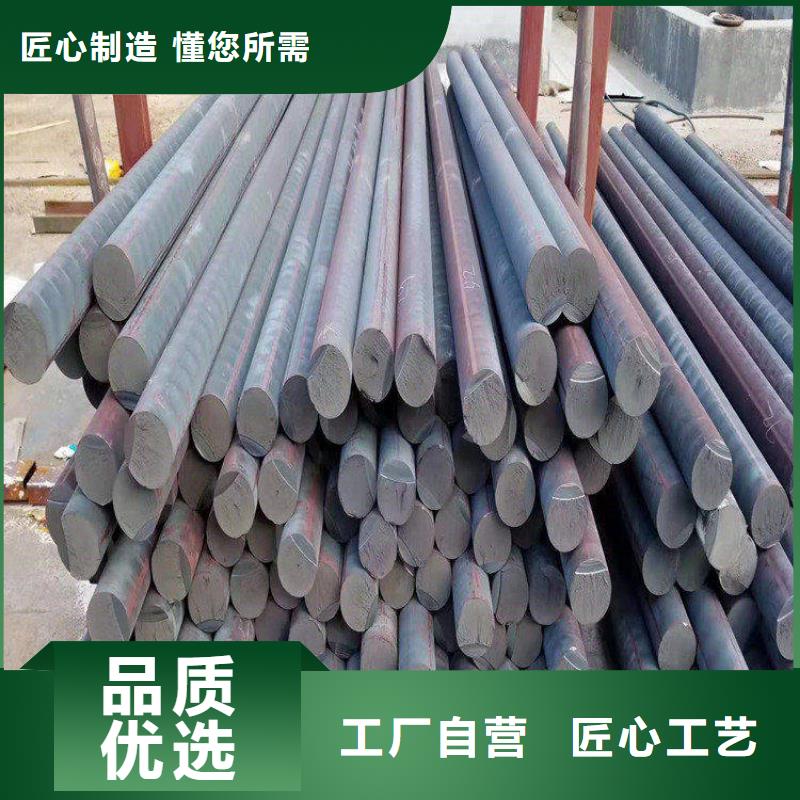
2.7-2.9Si%,采用快速熱電偶測溫,控制鐵液的出爐溫度。出爐時鐵水溫度盡量控制在1500-1550℃之間,以1530℃為佳。鐵液由電爐熔化后倒入經過烘干的球化包中及提包內進行球化及孕育處理。將處理好的鐵液澆注Y塊,同時進行隨流孕育。澆注成型后的試樣經過60分鐘左右開型,在空氣中冷卻到室溫。
灰鑄鐵的力學性能與基體的組織和石墨的形態有關。灰鑄鐵中的片狀石墨對基體的割裂嚴重,在石墨尖角處易造成應力集中,使灰鑄鐵的抗拉強度、塑性和韌性遠低于鋼,但抗壓強度與鋼相當,也是常用鑄鐵件中力學性能差的鑄鐵。同時,基體組織對灰鑄鐵的力學性能也有一定的影響,鐵素體基體灰鑄鐵的石墨片粗大,強度和硬度 ,故應用較少;珠光體基體灰鑄鐵的石墨片細小,有較高的強度和硬度,主要用來制造較重要鑄件;鐵素體一珠光體基體灰鑄鐵的石墨片較珠光體灰鑄鐵稍粗大,性能不如珠光體灰鑄鐵。故工業上較多使用的是珠光體基體的灰鑄鐵。 其他性能 灰鑄鐵具有良好的鑄造性能、良好的減振性、良好的耐磨性能、良好的切削加工性能、低的缺口敏感性。熱處理 灰鑄鐵型材的熱處理后只能改變基體組織,不能改變石墨的形態,因而不可能明顯提高灰鑄鐵件的力學性能。灰鑄鐵的熱處理主要用于鑄件內應力和白口組織,穩定尺寸,改善切削加工性能,提高表面硬度和耐磨性等。內應力退火 用以鑄件在凝固過程中因冷卻不均勻而產生的鑄造應力,防止鑄件產生變形和裂紋。其工藝是將鑄件加熱到500~600℃,保溫一段時間后隨爐緩冷至150~200℃以下出爐空冷,有時把鑄件在自然環境下放置很長一段時間,使鑄件內應力得到松弛,這種方法叫“自然時效”,大型灰鑄鐵件可以采用此法來鑄造應力。< 石墨化退火 在鑄鐵中加入硅、鋁、鉻等合金元素,使鑄鐵表面形成一層致密的SiOAl2OCr2O3氧化膜,保護內層不被氧化。 獲得單相鐵素體或奧氏體基體,使其不發生相變,減少因相變而引起的鑄鐵體積膨脹。 常用耐熱鑄鐵有中硅耐熱鑄鐵、中硅球墨鑄鐵、高鋁耐熱鑄鐵、高鋁球墨鑄鐵、低鉻耐熱鑄鐵和高鉻耐熱鑄鐵等,主要用于制造板、換熱器、坩堝爐、鍋爐、高爐等工業用爐的耐熱零件。 耐蝕鑄鐵。造成金屬腐蝕的主要形式是電化學腐蝕,提高鑄鐵耐蝕性的主要途徑是合金化。在鑄鐵中加入硅、鋁、鉻等元素能在鑄鐵表面形成一層連續致密的保護膜;加入鉻、硅、鉬、銅、鎳等元素,可提高鐵素體的電極電位;通過合金化還可獲得單相金屬基體,減少鑄鐵中的電池,這些措施均可有效地提高鑄鐵的耐蝕性。以白口組織,降低硬度,改善切削加工性能。方法是將鑄件加熱到850~900℃,保溫2~5小時,然后隨爐緩冷至400~500℃,再出爐空冷,使滲碳體在保溫和緩冷過程中分解而形成石墨。表面淬火 提高表面硬度和延長使用壽命。如對于機床導軌表面和內燃機汽缸套內壁等灰鑄鐵件的工作表面,需要有較高的硬度和耐磨損性能,可以采用表面淬火的方法。常用的方法有高(中)頻感應加熱表面淬火和接觸電阻加熱表面淬火鑄鐵類別
選購FCD500-7鑄鐵圓鋼貨源來云南省玉溪市找億錦天澤鋼鐵(玉溪市分公司),我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:邢濤-【17768165506】,地址:[開發區鳳凰工業園]。











