

以下是:廣東省肇慶市更多用戶選擇球墨鑄鐵管的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 產地 山東 規格 100-1600 顏色 黑或紅 材質 球墨鑄鐵 用途 市政,給水,排水,排污,燃氣等 產品等級 優 配送方式 物流汽運 標準 國標 發貨時間 1-3天 范圍 更多用戶選擇球墨鑄鐵管供應范圍覆蓋廣東省、廣州市、深圳市、珠海市、汕頭市、佛山市、湛江市、江門市、韶關市、惠州市、茂名市、汕尾市、東莞市、中山市、潮州市、肇慶市、梅州市、河源市、陽江市、揭陽市、云浮市 端州區、鼎湖區、廣寧縣、懷集縣、封開縣、德慶縣、高要區、四會市等區域。 【駿騰】持續拓展產品矩陣,現有廣寧球墨鑄鐵管誠信廠家、懷集球墨鑄鐵管細節決定品質、陽江球墨鑄鐵管安裝簡單、珠海球墨鑄鐵管細節之處更加用心、江門球墨鑄鐵管批發貨源、中山球墨鑄鐵管現貨充足量大優惠等,滿足不同場景需求。更多用戶選擇球墨鑄鐵管,駿騰鑄造(肇慶市分公司)jtcz138-6為您提供更多用戶選擇球墨鑄鐵管的資訊,聯系人:張經理,供應服務范圍覆蓋廣東省、廣州市、深圳市、珠海市、汕頭市、佛山市、湛江市、江門市、韶關市、惠州市、茂名市、汕尾市、東莞市、中山市、潮州市、肇慶市、梅州市、河源市、陽江市、揭陽市、云浮市 端州區、鼎湖區、廣寧縣、懷集縣、封開縣、德慶縣、高要區、四會市。 廣東省,肇慶市 肇慶是歷史文化名城、全國文明城市、廣府宜居山水城市,既是嶺南土著文化和廣府文化的發祥地,也是中原文化與嶺南文化、西方文化與中國傳統文化早的交匯處。肇慶扼兩廣之咽喉,有著“嶺表南來州”之譽;歷史上曾五次成為嶺南或大西南政治、經濟和文化中心。漢朝設置廣信;隋朝置端州;宋朝(1118年)設肇慶府;明朝至清朝,肇慶是兩廣總督府駐地;明清之際,是南明永歷王朝首都。
我們精心制作的更多用戶選擇球墨鑄鐵管產品視頻已經準備就緒,讓您一睹產品的風采。無論您是初次接觸還是再次了解,視頻都將為您帶來全新的視角和體驗。
以下是:廣東肇慶更多用戶選擇球墨鑄鐵管的圖文介紹
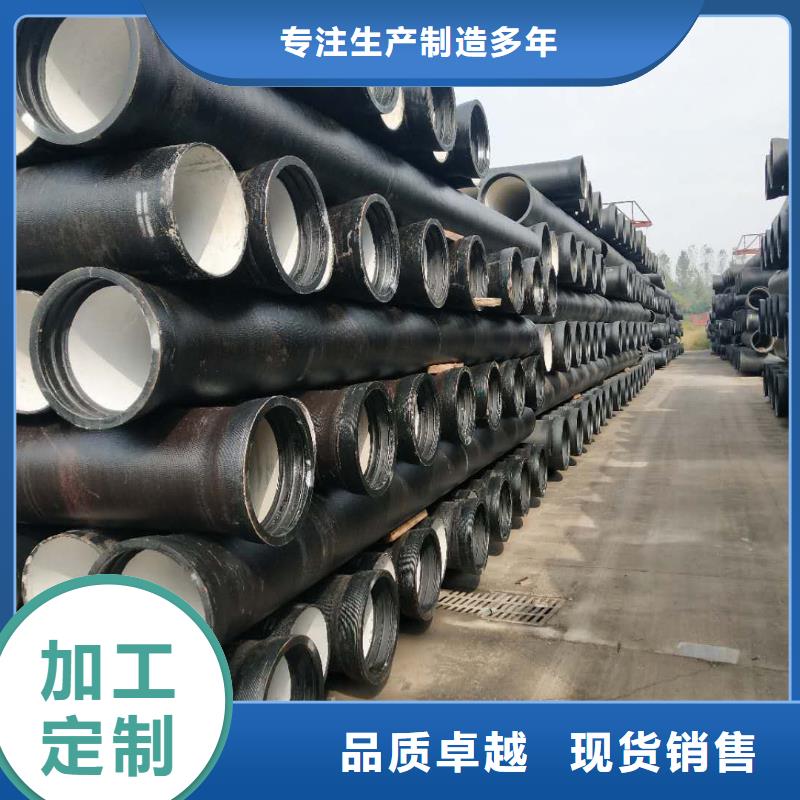
球墨鑄鐵管是替換輸油、輸氣、輸水管道傳統產品的高新技術產品。球墨鑄鐵管以其強度高、韌性好、抗侵蝕能力強、安裝施工利便等長處,己被廣泛地應用。我國城市供水管網中,鑄鐵管占80%以上,近幾年逐漸淘汰了灰口鑄鐵管,大量使用球墨鑄鐵管。
球墨鑄鐵管在生產和使用過程中有很多工序,氣密性監測必不可少的工序,是保證產品質量,生產的重要工序。氣體泄漏的檢測包括有毒氣體的泄漏檢測、可燃氣體的泄漏檢測以及氣密性檢測。前兩者多半可以通過化學傳感器的方法來進行檢測, 如果有合適的傳感器, 其方法相對簡單。
根占有關資料分析,目前我國需用鑄鐵管150萬-200萬噸/年,其中離心球墨鑄鐵管市場需求達到120萬-150萬噸,并且顯現出較高的需求增長勢頭。球墨鑄鐵管在國外已有幾十年的應用歷史了,海內固然起步較晚,并且缺乏相應的規范尺度和出產規模,但近年來,開發應用的速度較快。
氣密性檢測, 一般是在元件或系統制造過程中進行檢測,通常需要定量檢測, 而且要求快速、大量地在生產現場進行。
球墨鑄鐵管道采用180度素砼壁護。氣密性檢測需要在鑄鐵管上覆土,如果出現滲漏,又需要將土清理,破素砼等繁瑣工作,這樣不可避免的要影響工程進度,在常見的項目實施方法中,我們一般采取以下方式進行球墨鑄鐵管的氣密性檢查:氣密性檢測的常用方法有氣泡法,涂抹法,化學氣體示蹤檢漏法,壓力變化法,流量法,超聲波法等等。
廣東肇慶駿騰鑄造有限公司是一個集研發、設計、生產、銷售等一體的專業 球墨鑄鐵管公司,質量保證,價格優惠。公司擁有專業的研發設計能力,精心研究、精致設計、精細制作,力求方便客戶管理的思索,研發出各類近百個品種規格的 球墨鑄鐵管,適合于多種需求,為客戶創造了良好的經濟效益。從選料、生產到成品檢驗,公司對質量進行嚴格的控制,直至終端 球墨鑄鐵管產品合格,以好的 球墨鑄鐵管產品出產,對售出產品進行跟蹤服務,及時解決售后,服務客戶。
球墨管在冬季的維護還需要注意用熱水預熱,以減少硬度,迅速安裝。
另外,如果項目所采用的球墨鑄鐵管在質量上 符合 標準,那么我們應該注意膠圈、焊接等的交直流兩用。球墨鑄鐵管作為一項改善施工環境的新型管材,只有應用得當,產品質量過硬,才能減少安裝項目中的不必要麻煩,日后的維護保養工作也相對容易些。
第二個保養的重點是驗收工作時間我們應該著重注意到影響長期穩定運行的承插口膠圈下管(排管)等,要力求在這幾方面的承口沒有雜物。膠圈已北橡皮錘砸實不翹不扭,均勻地卡在槽內。球墨管的維護保養可以說要一直從其選型開始,在項目開工前我們就應該對所需要用到的部件,如管材件、膠圈、彎頭等就行一次肉眼目測的外觀檢查,避免使用帶病的部件。
球墨鑄鐵管的維護保養過程中,由于動管軸心線是深埋在地下的,因此遇有傾斜角時,要小心,若阻力過大,切勿強行開挖,以防橡膠圈扭曲。合金中雜質含量:中心Bi雜質元素,Te和Tl小于0.5×10 - 6,Ag),和鉛、錫少于5×10 - 6,雜質元素的種類多達40種,除了樞紐性雜質元素,其他雜質元素的數量少于10 - 400 x 6;單個雜質含量超過25×10 - 6。需求是不同的,當然,不同的材料,不同的部分,但總的趨勢是有限的氣體雜質在合金越來越嚴重,制備高純合金開發需求,如制備高純度的In718合金是關鍵的部分。
純度有重要作用,因此需要仔細選擇球,這是因為鍛造高溫合金球墨鑄鐵管廠是航空發送備件的中心思想材料的中心,它的質量直接影響使用壽命的空氣頭發的想法,與飛機的。因此成為關注的熱門話題。
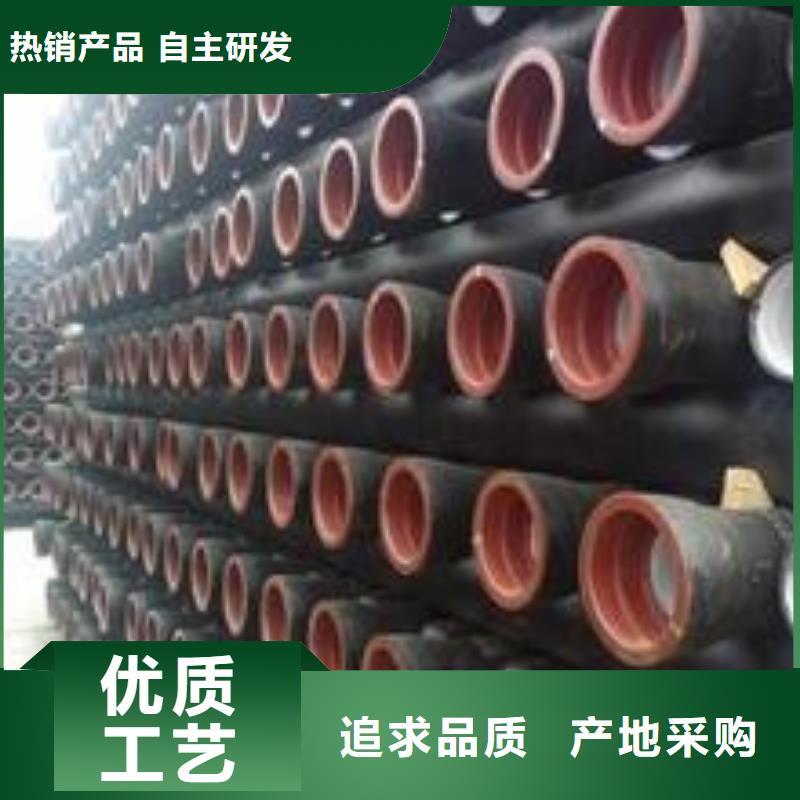
如何給球墨鑄鐵管選擇合適的離心機?生產球墨鑄鐵管所用離心機的選擇,離心鑄造機是生產離心鑄管的關鍵設備。現今離心鑄管有以下二種生產方法:一是水冷金屬型離心鑄管法;二是熱模法離心鑄管法。熱模法又可分為涂料金屬型離心鑄管法和樹脂砂型離心鑄管法。水冷金屬型離心鑄管法的優點是:鑄管的外表面質量較高,生產率較高,機械化、自動化水平很高。但缺點是:對控制系統的精度要求較高,管模壽命不高,鑄管需要進行高溫石墨化退火,鑄管成本相對較高,首次投資比較大。熱模法的優點是:鑄管成本低,鑄管不需要進行高溫石墨化退火。缺點是生產率不高,表面質量稍差。按著我廠一期預計年產2萬噸的產量,我廠選擇涂料金屬型離心鑄造法并新上一臺DN1000-DN1600涂料熱模法離心機。由于大口徑離心機的管模已經重達20-40噸,為保證離心機運行平穩而采用了管模固定旋轉的形式。
同時,為提高生產效率而設置了三個生產工位,這三個生產工位分別是;涂料噴涂工位、離心澆注工位、撥管工位。噴涂料工位有固定式的旋轉機構,和帶有長柄的噴涂料小車。在噴涂料需前先將管模預熱到220-260℃然后開始噴涂,噴涂后的涂料厚度為1-1. 5毫米。用行車將噴完涂料的管轉移到下一工位,離心澆注工位。離心澆注工位也設置固定旋轉機構和澆注小車。澆注工位的固定旋轉機構可使管模可在其上高速旋轉。澆鑄小車設置有行走機構、扇形包傾翻裝置、澆鑄流槽、孕育劑加入裝置。鐵水澆入管模后3-5分鐘,向管模內部噴水霧強化冷卻。在管模內鑄管的溫度達到700℃以下后,停止管模轉動并將管模吊運到下一工位,撥管工位。此工位設有一個撥管小車。在此工位撥管后,由行車吊運到退火爐,鑄管結束。
選購更多用戶選擇球墨鑄鐵管來廣東省肇慶市找駿騰鑄造(肇慶市分公司),我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:張經理,地址:[山東聊城市南環工業園區]。











