

以下是:圓管彎曲機_圓管彎曲機的產品參數
范圍 供應范圍覆蓋河南省 鶴壁市 山城區、淇濱區、浚縣、淇縣等區域。 圓管彎曲機_圓管彎曲機,萬澤錦達機械制造(山城區分公司)為您提供圓管彎曲機_圓管彎曲機產品案例,聯系人:徐韓成,發貨地:小店區208國道東浦村東浦路一號。 河南省,鶴壁市,山城區 山城區原是鶴壁市委、市政府駐地,歷史上是一座古城,戰國七雄之趙國初期曾在山城區建立首都中牟,并由此走向強盛,是趙國由弱到強、由小到大的重要轉折時期。
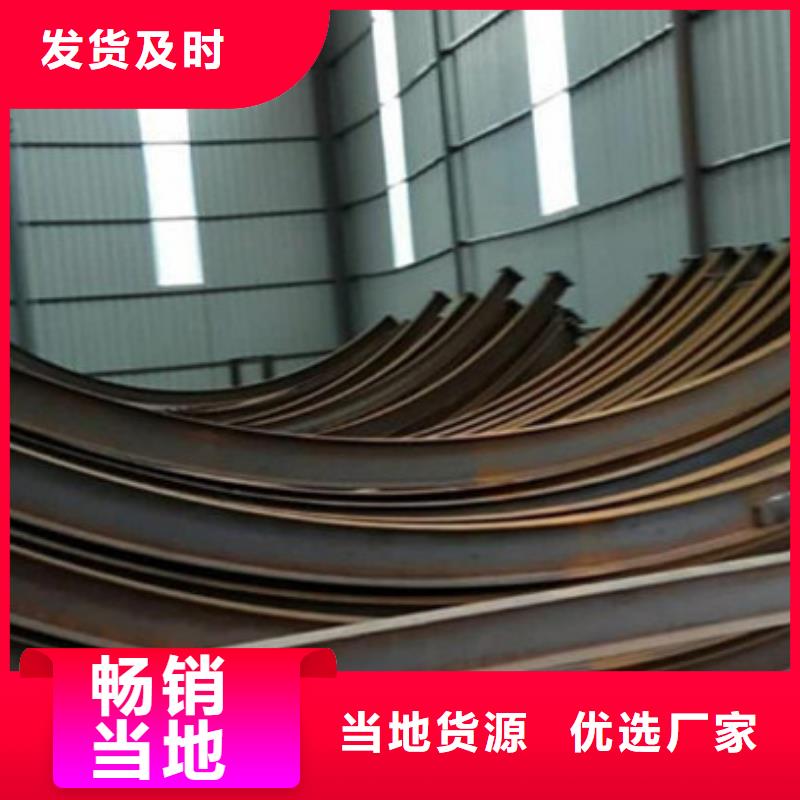
我們的圓管彎曲機_圓管彎曲機視頻將帶您走進產品的生產線,讓您親眼見證產品的每一個制作環節和工藝細節。以下是:圓管彎曲機_圓管彎曲機的圖文介紹
工字鋼冷彎機使用須知
1. 設備安裝在堅硬的基礎面上,找正,以進給導軌面處于水平位置為準。
2. 工字鋼須在水平的工作臺上(帶有滾動的工作臺)工作。
3. 使用前須加油(減速器加30#機油,油箱加46#液壓油,以后定期更換新油。
主要應用區域:公路隧道、鐵路隧道、地鐵隧道、水利水電引水涵洞、天然氣管道、通信管道、地下通道等
可彎曲型鋼有:工字鋼 H型鋼,槽鋼,V型鋼,U型鋼等,大型鋼可定做。
WGJ冷彎機概述
利用滾壓成型制作拱形支架克服了利用模壓原理制作的一系列缺點,具有以下優點:
(1)制作效率高;
(2)制作精度高,曲率半徑可任意方便的調整;
(3)工人勞動強度大大降低,操作。
適用于26u、29u、36U三種U型鋼經調質之后的梁和腿的制作成型,成型后的U型鋼支架,指標符合《煤礦用U型鋼可伸縮性支架制造》MTl95—89標準中的要求,實現了U型鋼支架梁腿滾壓成型巾定長下料,入料、自動成型。
WGJ冷彎機結構特點
(1)結構:由主電機、減速器、滾輪、油泵電機、齒輪油泵、溢流閥、電液換向閥、工作油缸、頂輪及油箱等部件組成。
(2)性能特點:
A、鋼拱架設備,亦可彎曲大曲率工字鋼、U型鋼、槽鋼立彎和橫彎。
B、雙電機驅動,液壓缸推進。
C、按下液壓缸“前進”按鈕,液壓缸到達理想位置后彎曲成形,操作方便。
D、結構合理,工作,適合大型型鋼,大彎曲半徑彎制。
鶴壁山城山西萬澤錦達機械制造有限公司依靠科技求發展,滿足各類 角鋼折彎機客戶的需求,是我們始終不變的追求。“誠信精致,有效創新”是企業長期發展所堅持的核心理念。我們的目標:在 角鋼折彎機為您提供有效的解決方案;只有的品質,才能創造高品質的 角鋼折彎機,讓你我攜手,把握機遇。
2.彎曲半徑標準化:彎曲半徑要盡量實現“一管一模”和“多管一模”。對于一根管子來說,無論有幾個彎,彎曲角度如何,其彎曲半徑只能有一個,因為彎管機在彎曲過程中不換模塊,這就是“一管一模”。而“多管一模”就是同一直徑規格的管子應盡量采用同一種彎曲半徑,也就是使用同一套模塊彎制不同形狀的管型,這樣于減少模塊數量。
3.適當的彎曲半徑值:圓管彎曲半徑的大小,決定了圓管在彎曲成型時所受阻力的大小,管徑大彎曲半徑小,彎曲時容易出現內皺和打滑現象,彎曲質量很,所以一般選用彎管模的r值為管子直徑的2、3為好。150圓管彎曲機糧倉廠房建設云南德宏159圓管彎弧機頂棚拱形運城芮城
4.適中的彎曲成型速度:彎曲成型速度對成型質量的主要影響為:速度太快,容易造成圓管彎曲部分的扁平,圓度打不到要求,造成圓管的拉裂、拉斷:速度太慢,容易造成圓管的起皺和壓緊塊打滑,大管徑的管子易形成圓管彎曲部分的下陷。針對這兩臺數控彎管機上大量的試驗,將圓管的彎曲速度為機器彎曲速度的20%-40%為宜。
冷彎機操作流程
1、數控冷彎機將所需拱彎加工的型鋼由輔助系統的門式托架推放在兩主動滾輪之間;
2、啟動液壓系統使液壓缸推動燕尾槽和拱彎滾輪冷壓型鋼;
3、達到設計所需弧度時關閉液壓系統,啟動機械傳動系統,使主動滾輪轉動并依靠摩擦力帶動型鋼平穩緩慢前行,從而實現連續拱彎作業;
4、拱彎結束時,關閉機械傳動系統的同時,啟動液壓系統 。將拱彎型鋼放置在輔助系統的門式托架上。數控冷彎機小知識當弦長不變時,油缸推進越多,彎曲成型的鋼材半徑越小。
選購圓管彎曲機_圓管彎曲機來鶴壁市山城區找萬澤錦達機械制造(山城區分公司),我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:徐韓成-【18762195566】,地址:[小店區208國道東浦村東浦路一號]。











