觀看鑄鐵閘門放心得選擇產品視頻,讓購買決策更有依據。產品優點和特點一目了然,助您明智選擇。
以下是:鑄鐵閘門放心得選擇的圖文介紹

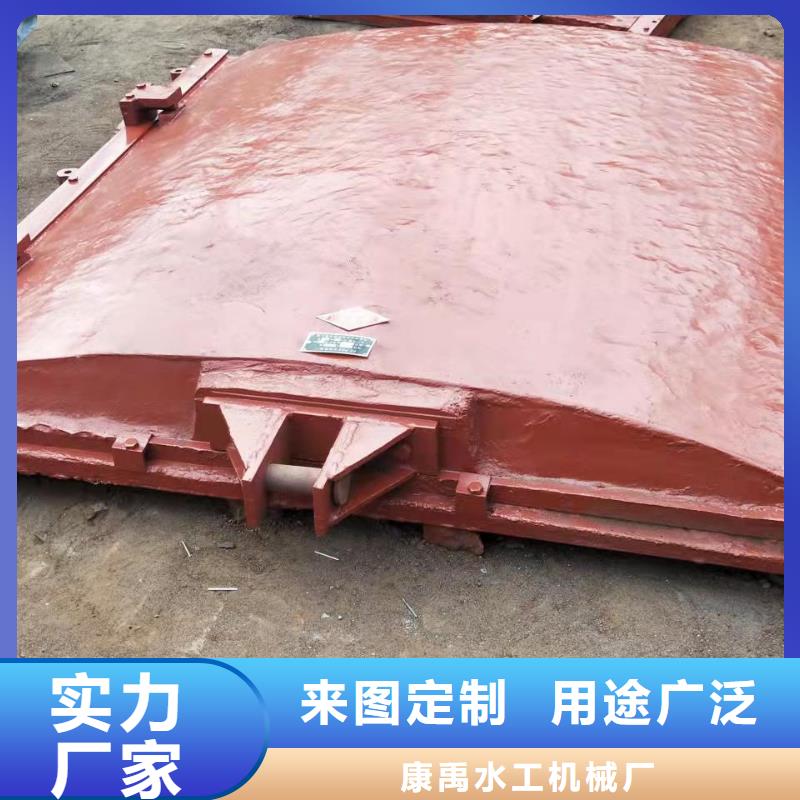
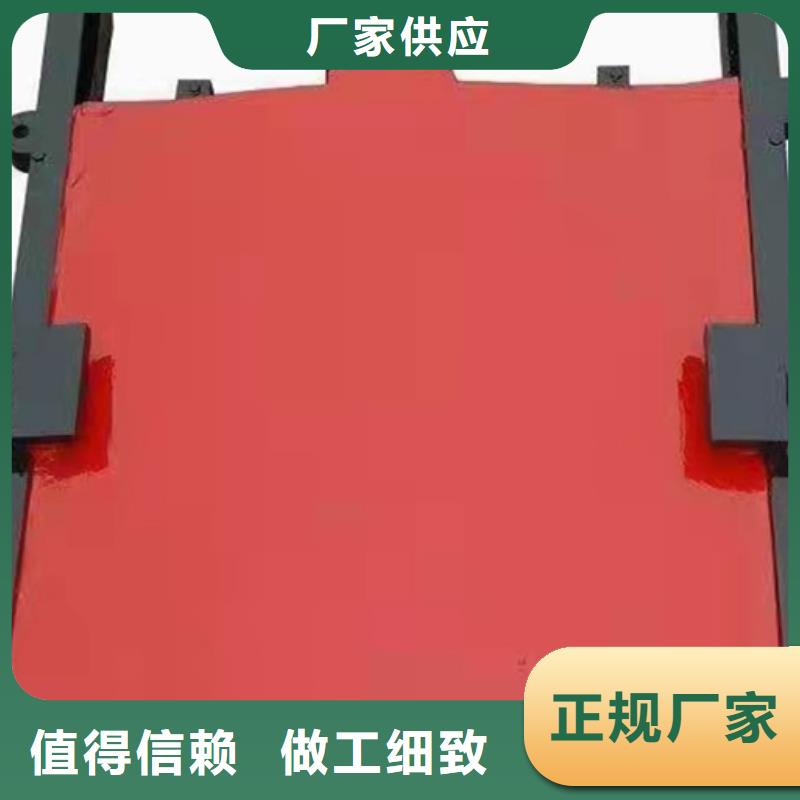
閘門啟閉機廠家(康禹)水工機械廠(黑龍江省分公司)
清污機的詳細介紹
做工精細廠家直營

攔腰線然后用水平儀由床身導軌、銑削動力頭和墊塊組成。床身導軌的長度大于所加工機架的長度,當兩個加工面間的高差超過動力頭的調節范圍時,可用已在磨床上加工好的墊塊來調節高度,整個銑床可以根據需要放置在不同的位置。在銑削前,先將機架放在平臺上,劃出機架的攔腰線,然后用水平儀由床身導軌銑削動力。
鑄鐵閘門加工出來的機架無論是、高度尺、米尺分別測出攔腰線的高度以及待加工面相對攔腰線的高度差,從而測出待加工面的加工余量,同時還綜合考慮其余各加工面的加工余量。進行銑削時,動力頭與銑刀盤的中心線垂直于待加工面,具體工藝可分為粗銑和精銑兩道工序,粗銑后留~mm的加工余量,這樣加工出來的機架無論是高度尺米尺分別測。
火熱處理應力穩定各加工面間的相對高度還是光潔度都有較好的保證。采用此辦法加工所需要的時間比其它方法加工所需要的時間短,效果十分理想。、卷筒卷筒外形尺寸根據需要設定,簡體壁厚根據外型尺寸而定,粗糙度Ra.,采用鑄鋼ZG—,分段鑄造后焊接成一體。卷筒焊接成形后,對接焊縫應進行無損探傷檢驗,并進行高溫退火熱處理,應力,穩定各加工面間的相對高度。
m垂直度不超過m組織,為保證筒體加工精度做好準備。加工時主要保證①卷筒壁厚均勻,各處筒壁厚度差不超過mm;②卷筒外圓與內軸孔同軸度不超過.mm;③卷筒與大齒輪連接的凸外緣與卷筒內孔的同軸度不超過.mm,垂直度不超過.m組織為保證筒體加工。
與卷筒軸同心從而在m。為了保證卷筒壁后均勻,在加工前應注意檢測其壁厚值是否超差,若偏差較大,可采用借中心的方法予以調整。為了保證卷筒內外圓的的同軸度,應在卷筒外圓加工完畢后,以外圓為基準鏜出卷筒內孔。為了保證開式齒輪的嚙合間隙,應特別注意卷筒凸外緣與大齒輪止口的公稱尺寸,二者之間的公差不宜過大,避免嚙合間隙一側過大而另一側過小,同時注意卷筒凸外緣端面與卷筒外圓的垂直度。這樣才能保證大齒輪的外徑與卷筒軸同心,從而在m為了保證卷筒壁后。

精選原材
注重細節
工序嚴控
價格實惠
廠家直銷
支持定制

閘門啟閉機廠家(康禹)水工機械廠(黑龍江省分公司)
10年以上清污機生產經驗
閘門啟閉機廠家(康禹)水工機械廠(黑龍江省分公司)位于新河縣城西開發區 ,是一家專業從事 清污機等產品的生產廠家,還生產各種規格黑龍江品種多樣。我廠擁有一支高素質的的研發團隊,擁有國內優良的生產技術,通過引進國內外較先進的生產設備,在制作工藝和環節上精益求精,使產品從設計到制造無誤。
公司生產的產品在很多行業有著廣泛應用。在市場發展中,我們將不斷努力,不斷創新,開發出品質的產品,從而以優良的產品、無微不至的服務,回饋我們的客戶!








水工機械廠(黑龍江省分公司)名片")